

目前对大型工件的加工很多情况下都采用横梁移动式大型龙门机床,这类机床在 加工大型工件时,横梁在立柱上不但需要正常移动,还需要固定;固定时需要使用夹紧装置以增加机床刚性,夹紧的程度和状态对零件的精度影响很大,如果夹紧效率不高就很难保证加工质量。
 文章源自solidworks教程网-http://gocae.com/3733.html
文章源自solidworks教程网-http://gocae.com/3733.html
而现有技术中,夹紧装置是采用碟簧-杠杆夹紧装置,它是利用安装在横梁下方的油缸工作时给碟簧压力,碟簧压缩产生弹力后作用在杠杆的一端,在杠杆另一端通过夹紧块把横梁夹紧在立柱的导轨面上。它的缺点和不足是夹紧状态不够稳固,工作效率不高,同时碟簧-杠杆夹紧对其密封性能要求较高,容易泄漏,此外此类夹紧装置结构复杂,装配工作量大文章源自solidworks教程网-http://gocae.com/3733.html
 文章源自solidworks教程网-http://gocae.com/3733.html
文章源自solidworks教程网-http://gocae.com/3733.html
本发明所要解决的技术问题是提供一种横梁复位夹紧装置,它可以解决大型龙门机床横梁夹紧状态不够稳固,工作效率较低的问题。文章源自solidworks教程网-http://gocae.com/3733.html
 文章源自solidworks教程网-http://gocae.com/3733.html
文章源自solidworks教程网-http://gocae.com/3733.html
上述技术方案中,更为具体的方案还可以是:所述弹簧为碟形弹簧,套有所述弹簧的所述螺杆的一端连接有压紧所述弹簧的螺母和垫圈;所述压盖的翼板固定在所述横梁压板上,所述翼板与所述横梁压板之间设置有密封圈。文章源自solidworks教程网-http://gocae.com/3733.html
 文章源自solidworks教程网-http://gocae.com/3733.html
文章源自solidworks教程网-http://gocae.com/3733.html
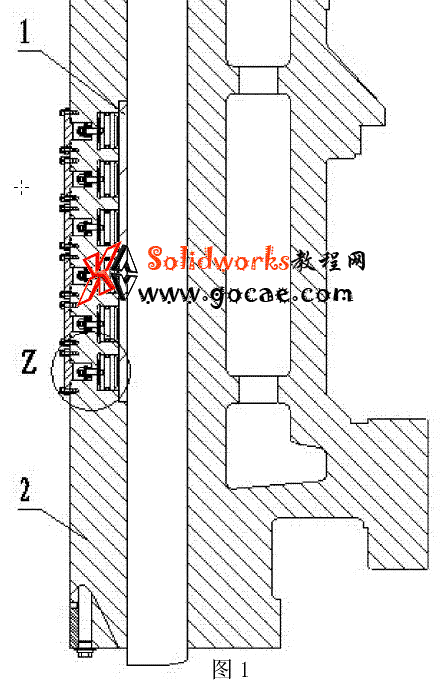
图I和图3所示的横梁复位夹紧装置,包括有安装在横梁压板2上的6个夹紧控制单元和安装在横梁压板2下夹紧垫板I。这些夹紧控制单元包括有置于横梁压板2内的油腔中的压盖5,O型密封圈6,垫圈7,碟形弹簧8、螺杆9、夹紧活塞10、挡圈11及O型密封圈12 ;文章源自solidworks教程网-http://gocae.com/3733.html
 文章源自solidworks教程网-http://gocae.com/3733.html
文章源自solidworks教程网-http://gocae.com/3733.html
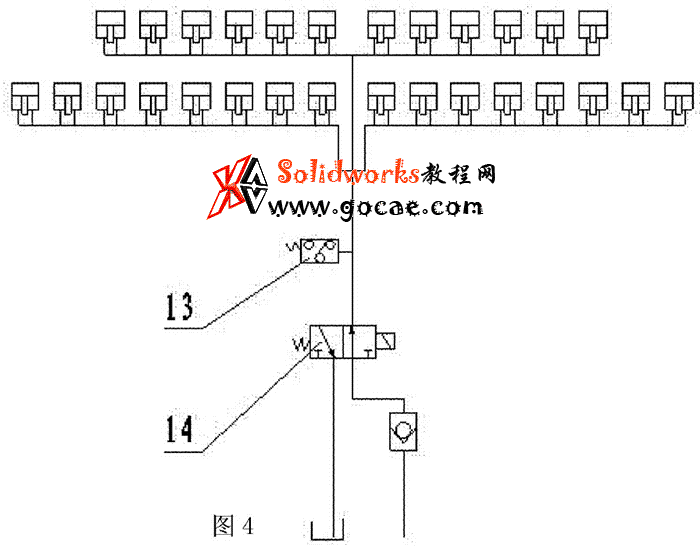
o型密封圈12安装在夹紧活塞10上用来密封高压来油,挡圈11安装在夹紧活塞10上用来保护密封圈12 ;螺杆9 一端通过螺纹连接在夹紧活塞10上,螺杆9的另一端连接有压紧弹簧8的螺母和垫圈7,弹簧8为碟形弹簧,通过螺母给定碟形弹簧8 一定的预压力以保证夹紧活塞10向横梁松开方向移动;压盖5的翼板5-1用螺钉固定在横梁压板2上,翼板5-1与横梁压板2之间设置有密封圈6,密封圈6为O型密封圈,用来密封少量油液的漏出。在横梁顶部放置一个两位三通电磁换向阀14和一个压力继电器13,如图4,该压力继电器设有上、下限压力,横梁移动前该电磁换向阀得电,卡紧油缸回油。文章源自solidworks教程网-http://gocae.com/3733.html
当系统压力低于3MPa时由压力继电器13发出横梁已松开的信号,横梁方可移动。当两位三通电磁换向阀14失电时,高压油经电磁换向阀14到各卡紧点,推动夹紧活塞10分别压紧夹紧垫板I卡紧横梁。液压箱供油压力大于15MPa时由压力继电器13发出横梁已卡紧信号,此时横梁不能移动。
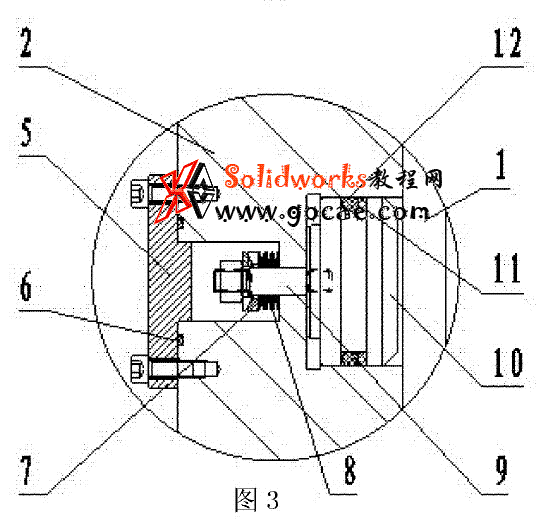
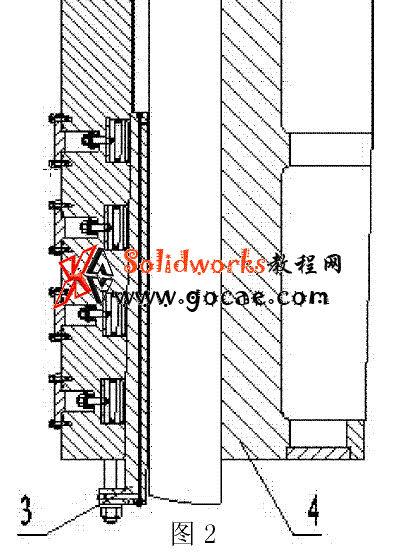
图2为本发明另一实施例,横梁压板3通过螺钉紧固安装在横梁上,横梁压板3两端上分别安装有4个夹紧控制单元;横梁压板3与实施例I中横梁压板2结构稍有不同,横梁斜铁4的作用与实施例1中压紧夹紧垫板I的作用相同,其它结构和控制原理与实施例I完全相同。
原文出处: CN102862062B 横梁复位夹紧装置 本文部分资料和图片来源自网络公开资料,仅为个人学习使用,非商业用途。 如对您的权益有所侵侵犯,请及时联系网站删除. 联系方式: swdaxue@qq.com