原文出处: CN104511798A 一种高精度铜转子柱塞孔的珩磨加工方法 Inventor 郑晓莉刘野吴长松 Original Assignee 贵州红林机械有限公司 Priority date 2014-12-11 如对您的权益有所侵侵犯,请及时联系网站删除. 联系方式: swdaxue@qq.com
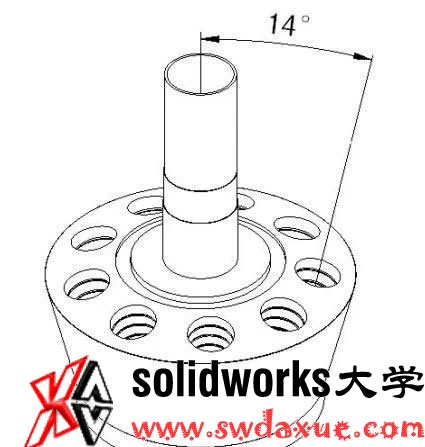
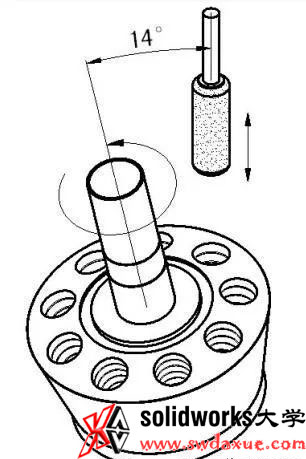
液压柱塞泵铜转子上有 9 个柱塞孔,9 个柱塞孔与转子中心轴之间成 14°夹角均 布,为满足转子柱塞孔与柱塞外圆的高精度间隙配套关系,因此,转子上 9 个柱塞孔的加工 精度要求特别高。
 文章源自solidworks教程网-http://gocae.com/3587.html
文章源自solidworks教程网-http://gocae.com/3587.html
文章源自solidworks教程网-http://gocae.com/3587.html
9 个柱塞孔的一致性 0.005max,每个柱塞孔圆柱度(圆柱度由锥度、椭圆 度、直线度组成)0.002max,柱塞孔粗糙度要求为 Ra0.1。现有柱塞孔的研磨是采用手工加 工,手工加工难度大,对加工者的操作技术要求高,不能很好的保证零件的加工质量,加工 效率低。文章源自solidworks教程网-http://gocae.com/3587.html
 文章源自solidworks教程网-http://gocae.com/3587.html
文章源自solidworks教程网-http://gocae.com/3587.html
 文章源自solidworks教程网-http://gocae.com/3587.html
文章源自solidworks教程网-http://gocae.com/3587.html
高精度铜转子柱塞孔的珩磨加工方法
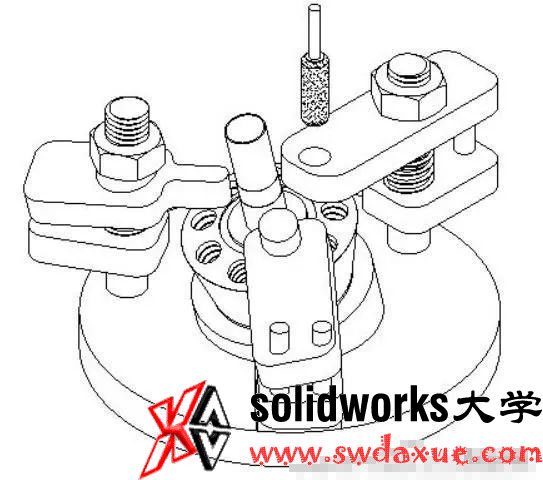
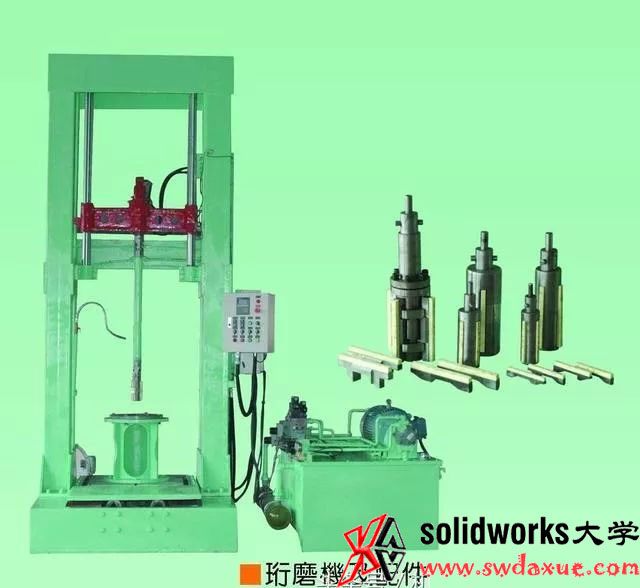
该方法是利用自制夹具, 将转子倾斜 14°固定在立式珩磨机的工作台上,使转子上的其中一个柱塞孔位于 立式珩磨机的珩磨杆底部并与珩磨杆同轴,利用珩磨杆上的 圆柱形 W20油石作为加工刀具,对该柱塞孔进行珩磨加工 .文章源自solidworks教程网-http://gocae.com/3587.html
 文章源自solidworks教程网-http://gocae.com/3587.html
文章源自solidworks教程网-http://gocae.com/3587.html
加工过程中使用立式珩 磨机专用珩磨油进行冷却和润滑 ;圆柱形 W20 油石在加工过程中通过改变转速和上下运动 速度在柱塞孔的孔壁上产生夹角为 40 ~ 45°的交叉细网纹,以获得柱塞孔良好的动态滑 动性能。加工过程包括粗珩、半精珩、精珩和抛光过程 ;粗珩时,主轴速度为 20 ~ 40rpm,进 刀量为 0.08 ~ 0.1mm/min ;半精珩时,主轴速度不变,进刀量为 0.06 ~ 0.08mm/min ;精珩 时,主轴速度不变,进刀量为 0.04 ~ 0.06mm/min ;抛光时,在无进刀量的情况下,轴向反复 走刀 2 秒。加工完一个柱塞孔后,松开夹具将转子旋转一定角度后固定,再加工另一个柱塞 孔,直至完成转子上的所有柱塞孔的加工。文章源自solidworks教程网-http://gocae.com/3587.html
 文章源自solidworks教程网-http://gocae.com/3587.html
文章源自solidworks教程网-http://gocae.com/3587.html
以材料牌号为 ZQSb3.5-20 的转子零件加工为例,该型号转子的硬度为 HB ≤ 68。如要加工的零件如图 1 所示,加工方法如图 2 所示,加工时,可以如图 3 所示,将 转子固定在自制的夹具上。文章源自solidworks教程网-http://gocae.com/3587.html
一、转子首件加工对刀采取的过程和措施转子首次首件加工时,需要修整油石,用标准件对刀定义出油石的加工初始直径,并对 刀给出一个冲程周期的顶端位置和底端位置,通过调整刀具向下和向上运动速度来调整网 纹角度,并编程给出小余量光磨时间,以保证粗糙度要求。
转子的加工过程介绍 :机床以停止状态时珩磨油石所在位置为机床的坐标零点, 机床开始运转时,定点探头快速弹出,刀具快速移动到探头位置短暂停下,等探头快速缩回 后,刀具以相对缓慢的速度进入转子内,并开始从油石的程序中对刀时所给定的初始直径 位置,油石的加工直径逐渐变大,并开始接触转子柱塞孔,开始实质性加工过程。
二、加工方式的控制 因转子柱塞孔与转子中心所形成的角度为 14°(见图 1),转子采用立珩加工方式进行 加工时,需保证所加工的柱塞孔与冲程方向相同,因此需采用自制的专用夹具,保证转子孔 加工的方向,转子珩磨加工过程经过一段时间的摸索,得出锥度主要靠调整程序来实现,椭 圆度主要靠合理的装夹定位来实现,因此转子的装夹过程就显得至关重要,经过一段时间 的经验总结得到如下装夹定位需要注意的地方 :
1、需保证转子装夹定位端面无任何异物,加工前用手感触转子定位大端面上应无毛刺 高点,并用棉花等蘸上干净的汽油将转子定位大端面和定位孔清洗干净,并将夹具上与相 贴合的定位面和定位圆柱销擦拭干净 ;
2、将转子放入夹具上后,应转动转子使其充分和夹具贴合 ;
3、将夹具上的限位锥度销放入转子柱塞孔进行定位时,既要旋转锥度销使其与转子柱 塞孔充分贴合定位,又不能使用较大力气压锥度销,否则会使转子倾斜导致椭圆度不能满 足要求 ;转动定位销至销子与转子内孔更好的接合,以保证珩磨杆与孔的位置的垂直度(见 图 3);
4、将转子固紧在夹具上时,力量必须对称和均匀,先用手工两边同时逐步拧紧之后,用 扳手单边分至少 5 次逐步两边拧紧压紧螺钉,不可以单边用扳手使用较大的力拧紧一边螺 钉后,再拧紧另一边,否则会导致转子往一边相对倾斜,并造成 9 个内孔圆柱度 0.002max 不 合格,每个内孔加工后的圆柱度不一致,大部分孔圆柱度会不能满足图纸要求 ;
5、转子装上后,注意检查珩磨油是否对准所加工孔,因珩磨油对减少机床磨损、并保证 加工粗糙度等有至关重要的作用 ; 总而言之,合理装夹转子是保证其椭度合格的最重要的因素,而以上 5 点是装夹时容 易出错并很重要的装夹因素,而这些因素需要一个有经验的操作者才能实现。

三、程序调试 经过较长一段时间的现场试验加工探索,得出珩磨加工转子时目前较为优化的参数组 合,能够稳定地保证转子珩磨加工的尺寸精度、形状精度和表面质量。在程序中,给定的相 关主要参数简介 : 工具连接器型号选择 :FAM-0515 加工起始直径为 :φ15.98 主轴转速 :300rpm(即每分钟珩磨刀具随主轴旋转 300 转) 冲程长度 :26.5(即珩磨油石在转子孔中作单边行程为 26.5mm 的往复运动) 冲程速度 :110spm(即每分钟的冲程次数为 110 次) 珩磨交叉网纹角度 :42.2 度 粗珩速度 :0.088 毫米 / 分钟 粗珩停止直径 :15.985 毫米(即加工到 φ15.985 毫米时切换到半精珩模式) 半精珩速度 :0.04 毫米 / 分钟 半精珩停止直径 :16.008 毫米(即加工到 φ16.008 毫米时切换到抛光模式) 精珩余量 :0.002(即加工到 φ16.01 毫米时切换到抛光模式) 精珩进给速度 :0.025 毫米 / 分钟 抛光时间 :2 秒 抛光进给速度 :0(即抛光的过程就是空走的过程) 珩磨加工过程中珩磨油石对加工效率和表面质量的影响至关重要,由于长时间的磨 削,珩磨油石中晶体面间距不同,在外力作用下晶体沿着面间距大的结晶面被劈开,会使磨 粒的强度大幅度降低,导致磨粒的碎裂,从而降低了珩磨油石的磨削性能,最终导致转子内 孔出现喇叭形孔、腰鼓形孔等现象,不满足设计要求。
加工过程中出现情况时的调试方法 :
1)喇叭形孔 :缩短冲程长度,在“指定的顶部超程调整”栏输入负的值 ;
2)腰鼓形孔 :缩短冲程长度,在“指定的顶部超程调整”栏输入正的值 ;
3)“孔径调整值”用来控制珩磨孔的大小,输入正值孔径增大,反之孔径减小 ; 四、加工过程的控制 在机床刚开启时,需用一件报废了的转子空走一遍,以检查程序无误后,再装上零件进 行加工,而首件零件加工时,最好使用手动方式,将第 1 ~ 3 个孔加工检测合格后,在重新装 夹,并用手动方式加工完余下的孔。
五、转子内孔的清理及清洗工作 加工完后需及时将转子在干净汽油中清洗干净,特别注意在用毛刷刷洗转子柱塞孔 时,不得损坏其光度。
六、转子珩磨网纹的理论分析 加工后的零件表面具有微观网纹结构,实践证明,仅以表面粗糙度来定义承受高摩擦 负荷表面的质量是远远不够的,物体表面需具有两个特性功能,一个是物体表面的良好支 承性,也就是说尽可能使物体的表面达到一个光滑的平台表面,由此而获得一个良好的动 态滑动性能,但是一旦表面太光滑,也就意味着在两个运动物体间需要有足够的润滑油层 作为一个滑动媒体。珩磨网纹可起到这个滑动媒体。因此,珩磨网纹对产品工作状态的润 滑性和储油性时很有利的。
七、经过反复的工艺试验及技术探索,使立式珩磨加工在转子柱塞孔的加工过程中得到了 首次突破,保证铜转子内孔的高精度加工要求 ; 其生产效率可由原来 50 台 / 每月扩大到 250 ~ 300 台 / 每月,经过批量投入的加工验 证。
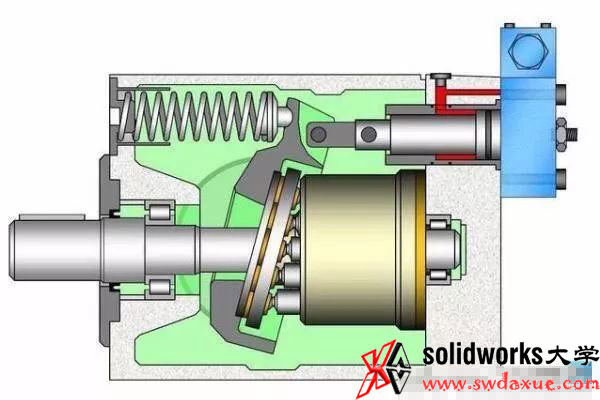
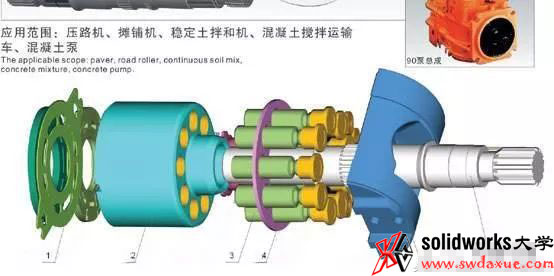
液压柱塞泵优点

使用立式珩磨机 实现柱塞孔的研磨加工,加工完成后的柱塞孔壁上形成的交叉细网纹,有利于润滑油的储 存和油膜的保持,从而延长了工件的使用寿命,很好的改善了柱塞孔的动态滑动性能。
加工过程中发热量小,加工表面基本没有热损伤和变质层,不仅能去除较大的加工余量, 还能提高柱塞孔的几何精度,降低表面粗糙度。使转子内孔加工得到了突破,采用本发明的 方法柱塞孔的粗糙度可以达到 Ra0.05 ~ 0.01 效果非常理想。现有手工加工每月只能加工 50 台,采用珩磨机加工后每月可加工 250 ~ 300 台,大幅度提高了产品加工效率。
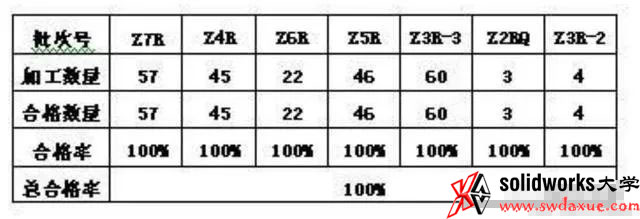
表一是采用本方法加工的转子检验统计表。由此可见,通过对多个批次的检验合格率为 100%。为转子的批量生产 奠定了有力的基础,开辟了新路。