

什么是镜面滚压技术
我们所说镜面滚压技术,是应用在机械零部件的加工行业,也就是所有金属零部件加工成我们所需要的零部件时,由于技术加工的缺陷或能力无法达到设计要求时都能应用。
滚压刀滚压头只是镜面滚压技术实施的方法的一种具体表现。滚压头,光杆滚压机,数控光机,滚压刀,滚扎头,刮削滚光刀具-行业标准制定单位宁波市高新区镜博士科技。文章源自solidworks教程网-http://gocae.com/3320.html
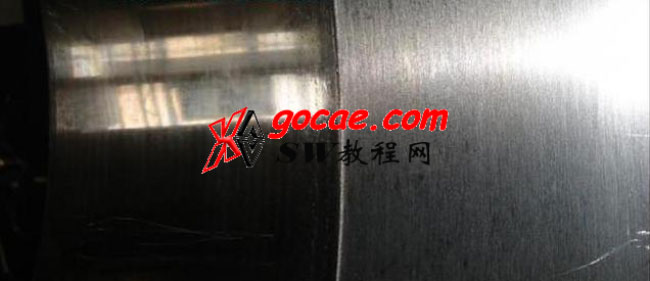
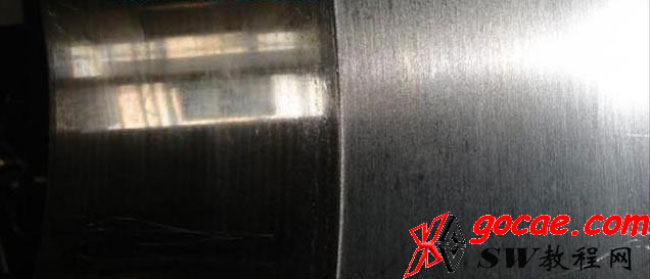
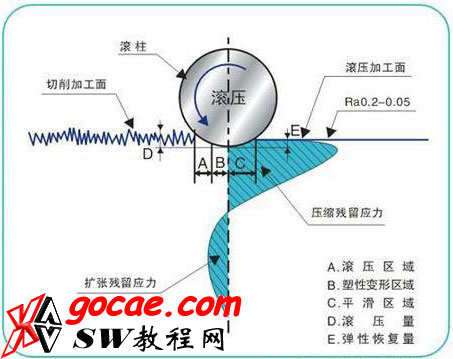
滚压加工是一种无切屑(非去除材料的加工,整个加工过程不产生铁屑)加工通过滚压刀具向工件表面施加压力。在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。文章源自solidworks教程网-http://gocae.com/3320.html
 文章源自solidworks教程网-http://gocae.com/3320.html
文章源自solidworks教程网-http://gocae.com/3320.html
镜博士滚压加工面 与未滚压加工面对比文章源自solidworks教程网-http://gocae.com/3320.html
 文章源自solidworks教程网-http://gocae.com/3320.html
文章源自solidworks教程网-http://gocae.com/3320.html
滚压技术成本投入低
机械零部件加工中,车削、铣削、钻削等是基本的机械加工的手段,一般只能达到粗造度Ra1.6-3.2,要达到1.0以上,只能是磨削(绗磨、挤压研磨等也是磨削的一种),电腐蚀加工也能做到,但设备投入大,人员技术要求高!文章源自solidworks教程网-http://gocae.com/3320.html
滚压对技术实施人员的技术要求低,只要能操作普通台钻就能加工出粗造度Ra0.2-0.8的精度要求。经过滚压后,工件的硬度可提高15%~30%,而耐磨性可提高15%。文章源自solidworks教程网-http://gocae.com/3320.html
滚压对加工工件的技术要求
工件滚压前坯件的硬度与滚压加工有着很大的关系,硬度离则滚压工具的寿命急速下降.从经济观点出发.材料的硬度必须小于洛氏硬度HRC37—40.文章源自solidworks教程网-http://gocae.com/3320.html
如果工件材料的硬度高于40°,会造成滚压径向力的增加,如45号钢增加硬度HRC5时,会造成滚压径向力增加10%~20%,引起刀具被压出力的增大.使被滚工件中径公差等级增加。加速滚压刀具的磨损及寿命急剧减少。滚压会在工件表面产生硬化层,此层与内部材料有明显的分层现象,容易造成表层脱落;文章源自solidworks教程网-http://gocae.com/3320.html
 文章源自solidworks教程网-http://gocae.com/3320.html
文章源自solidworks教程网-http://gocae.com/3320.html
工件滚压前坯件材料的硬度均匀性和级织结构的均匀性对滚压性能有很大的影响,硬度不均匀的材料会使滚压的参数产生偶然性误差,增大他们尺寸分散带的宽度,造成齿型的不均匀性。
工件滚压前坯料表面是否存在缺陷也对滚压效果有着很明显的作用.如果存在气泡、非金属杂质或不同材料特性杂质.则滚压出的工件会产生裂纹、脱层等现象.如铸铁材料就容易产生气孔、凹坑、材质不均匀等,加工又容易产生粉尘,对滚压刀具的寿命也会产生较大影响.

工件滚压前坯件的直径余量以及其公差对工件的质量也有着很大的影响.直径余量过大则会导致滚压刀容纳过剩的金属而使工件的发生畸变,如壁厚小于5毫米的工件,滚压时,工件外圆会产生变形,甚至会造成滚扎头的损坏。

工件滚压前坯件的直径过小.则会因为没有足量的金属变形量而使加工出的工件达不到设计尺寸而报废.坯件的直径。不仅取决于工件本身的规格精度.而且也和滚压刀的选型,加工参数有直接关系

滚压工件的前后对比
滚压加工出的零部件尺寸精度一致性高,可以精确到0.003MM。不用数控机床就能实现,完全由滚压刀滚压头保证!并且尺寸可以调节!镜面滚压是小机械加工企业最小投入,提高技术竞争力的最佳捷径!滚压工艺容易掌握,用普通钻床就能加工,普通操作人员就能加工出镜面精度、微米级精度工件!刀具使用综合成本低,比磨床、绗磨机、超声波滚压等费用低10-100倍。

采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高油缸杆疲劳强度。

镜博士大型油缸滚压刀

多种滚压刀具
