

即钻头主体的前端形成有具备一对前端切削刃棱及通过横刃修磨形成的横刃的前端后刀面,该前端后刀面上形成有第1 后刀面、第 2 后刀面。并且,文献 中也提出如下钻头,即形成有第 1 至第 n(n ≥ 3)个后刀面,使油孔在除第 1 后刀面和第 2 后刀面以外的后刀面之间的边界部开口。
 文章源自solidworks教程网-http://gocae.com/3063.html
文章源自solidworks教程网-http://gocae.com/3063.html
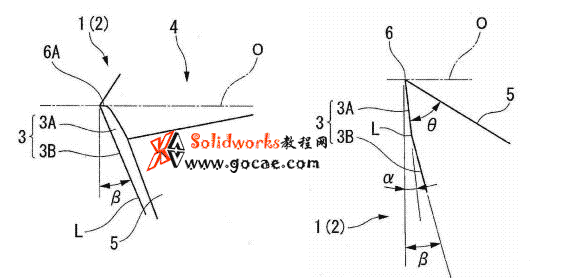
文献中记载的“由第 1后刀面 3 及第 2 后刀面 4 形成的直线型交叉棱 L 作为贯通轴中心的直径线形成”,第 1 后刀面、第 2 后刀面的交线与钻头主体的旋转轴线交叉,该交线在前端后刀面上以贯通钻头主体的旋转中心的方式延伸,因此切削刃的后角根据包括通过修磨而形成的横刃修磨刃在内,位于钻头旋转方向的前方侧的第 1 后刀面的后角而定。文章源自solidworks教程网-http://gocae.com/3063.html
 文章源自solidworks教程网-http://gocae.com/3063.html
文章源自solidworks教程网-http://gocae.com/3063.html
因此,该第 1 后刀面的后角较大时,切削刃的楔角整体变小而使切削刃强度下降,尤其在高速切削时会导致圆周速度比内周侧快的钻头主体外周侧的切削刃中后刀面磨损不均匀或容易产生崩刀。另一方面,相反当第 1 后刀面的后角较小时,则切削刃强度因楔角变大而得到确保,但尤其在前端后刀面中钻头主体内周侧的上述旋转中心周围产生后刀面中的第 2 后刀面与工件的接触而导致磨损变大,结果引起推力荷载异常上升。文章源自solidworks教程网-http://gocae.com/3063.html
 文章源自solidworks教程网-http://gocae.com/3063.html
文章源自solidworks教程网-http://gocae.com/3063.html
日本三菱的钻头技术
 文章源自solidworks教程网-http://gocae.com/3063.html
文章源自solidworks教程网-http://gocae.com/3063.html
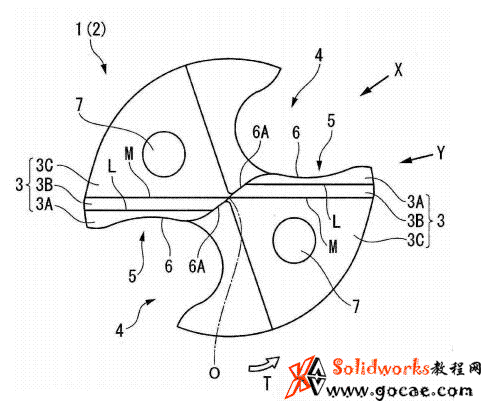
钻头主体 1 由硬质合金等硬质材料呈以轴线 O 为中心的大致圆柱形,未图示的后端侧柄部被机床的主轴把持,绕轴线 O 向钻头旋转方向 T 旋转并送出至该轴线 O 方向前端侧,由此通过形成于钻头主体 1 的前端部的刀刃部 2 对工件进行钻孔加工。文章源自solidworks教程网-http://gocae.com/3063.html
 文章源自solidworks教程网-http://gocae.com/3063.html
文章源自solidworks教程网-http://gocae.com/3063.html
该刀刃部 2 的外周形成有在钻头主体 1 的前端面即前端后刀面 3 开口并向后端侧延伸的排屑槽 4,形成有一对相对于轴线 O 以 180°旋转对称的排屑槽,将这些排屑槽 4 的朝向钻头旋转方向 T 的壁面作为前刀面 5,在该壁面和上述前端后刀面 3 的交叉棱线部形成有切削刃 6。另外,排屑槽 4 形成为越趋向后端侧就越绕轴线 O 朝向钻头旋转方向 T 的后方侧的螺旋状,被称为所谓的双刃麻花钻。文章源自solidworks教程网-http://gocae.com/3063.html
 文章源自solidworks教程网-http://gocae.com/3063.html
文章源自solidworks教程网-http://gocae.com/3063.html
其中,以前端后刀面 3 的钻头旋转方向 T 后方侧部分从钻头主体 1的内周侧到外周被切除的方式实施修磨,由此横刃修磨刃 6A 形成在切削刃 6 的钻头主体 1的内周侧,切削刃 6 通过该横刃修磨刃 6A 如图 1 所示延伸至前端后刀面 3 中轴线 O 上的旋转中心附近。

并且,切削刃 6 在比该横刃修磨刃 6A 更靠外周侧形成为,朝外周侧依次描绘向钻头旋转方向 T 侧凸起的凸曲线之后,再描绘向钻头旋转方向 T 后方侧凹陷的凹曲线,在钻头主体 1 的外周侧再次描绘向钻头旋转方向 T 凸起的凸曲线以到达切削刃 6 的外周端。另外,这些切削刃 6 所呈现的凹凸曲线彼此及内周侧的凸曲线和横刃修磨刃 6A 彼此平滑地连结。并且,对于切削刃 6 也可以实施刃口修磨。