

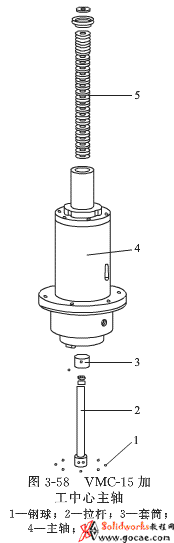
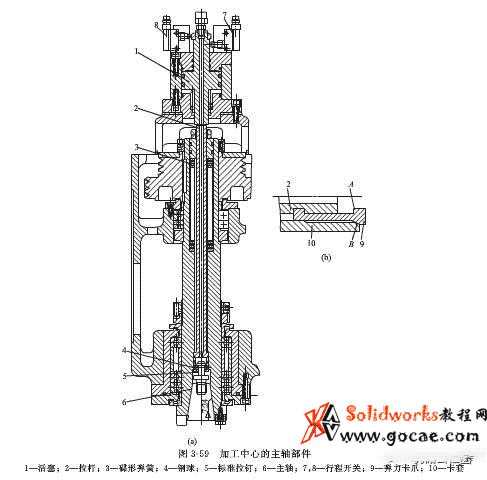
主轴由如图3-58所示的元件组成,如图3-59 (a)所示.刀柄采用7:24的大带度锥柄与主轴锥孔配合,既有利于定心,也为松夹带来了方便,标准拉钉5拧紧在刀柄上。放松刀具时,液压油进人液压虹活塞1的右端,油爪使活塞左移。推动拉杆2左移,同时碟形弹摘3被压缩.钢球4随拉杆一起左移,当钢球移全主轴孔径较大处时,便松开拉钉。机械手即可把刀柄连同拉钉5从主轴推孔中取出。夹紧刀具时,活塞右端无油压.螺旋弹铸使活塞退到最右端,拉杆2在碟形弹赞3的弹赞力作用下向右移动。钢球4被迫收拢.卡紧在拉杆2的环槽中.这样,拉杆通过钢球把拉钉向右拉吸.使刀柄外锥面与主轴锥孔内锥面相互压紧,刀具随刀柄·起被夹紧在主轴上。
 文章源自solidworks教程网-http://gocae.com/3671.html
文章源自solidworks教程网-http://gocae.com/3671.html
文章源自solidworks教程网-http://gocae.com/3671.html
行程开关8和7用于发出夹紧和放松刀柄的信号,刀具央紧机构使用碟形弹簧夹紧、液压放松.可保证在下作中.如果突然停电.刀柄不会自行脱落.
自动清除主轴孔中的切屑和灰尘是换刀操作中的一个不容忽视的问题。为了保持主轴锥孔清沽,常采用压缩空气吹屑。图3-59(a)所示活塞1的芯部钻有压缩空气通道,当活塞向左移动时.爪缩空气经过活塞由主轴孔内的空气嘴喷出.将锥孔清理干净,为了提高吹屑效率.喷气小孔要有合理的喷射角度.并均匀分布。文章源自solidworks教程网-http://gocae.com/3671.html
 文章源自solidworks教程网-http://gocae.com/3671.html
文章源自solidworks教程网-http://gocae.com/3671.html
用钢球4拉紧拉钉5,这种拉紧方式的缺点是接触应力太大.易将主轴孔和拉钉压出坑来。solidworks教程网gocae.com 新式的刀杆已改用弹力卡爪,它由两瓣组成,装在拉杆2的左端,如图3-59 (b)所示。卡套10与主轴是固定在一起的.卡紧刀具时.拉杆2带动弹力卡爪,上移卡爪,下端的外周是锥面B.与卡套10的带孔配合.锥面B使卡爪9收拢.卡紧刀杆.松开刀具时,拉杆带动弹力卡爪下移,锥面B使卡爪,放松,使刀杆可以从卡爪9中退出.这种卡爪与刀杆的结合面八与拉力垂直,故卡I力较大;卡爪与刀杆为面接触,接触应力较小.不易压演刀杆.目前,采用这种刀杆拉紧机构的加工中心机床逐渐增多。
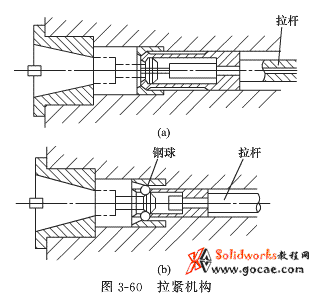
刀柄拉瞬机构。常用的刀杆尾部的拉紧如图3-60所示,图3-60(a)所示的弹簧夹头结构,它有拉力放大作用,可用较小的掖压推力产生较大的拉紧力。图3-60(b)为钢球拉紧结构。文章源自solidworks教程网-http://gocae.com/3671.html
 文章源自solidworks教程网-http://gocae.com/3671.html
文章源自solidworks教程网-http://gocae.com/3671.html
卸荷装置.
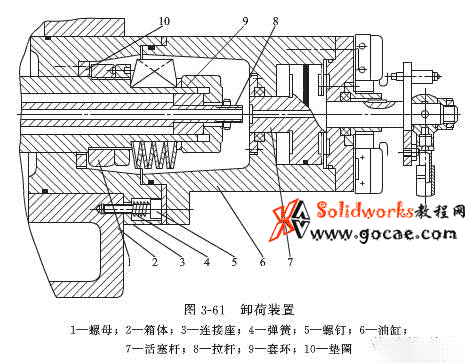
图3-61为一种卸荷装结构,油缸6与连接座3固定在一起,solidworks教程网gocae.com 但是连接座3由螺钉5通过弹簧压紧在箱体2的端面上.连接座3与箱孔为滑动配合。当油虹的右端通入高压油使活塞杆7向左推压拉杆8并压缩碟形弹簧的同时.油缸的右端面也同时承受相同的液压力.故此时,整个油缸连同连接座3压缩弹摘4而向右移动,使连接座3上的垫圈10的右端面与主轴上的螺母1的左端面压紧.因此,松开刀柄时对碟形弹簧的液压力就成了在活塞杆7、油缸6、连接座3、垫圈10,螺母1,碟形弹簧、套环9、拉杆8之间的内力.因而使主轴支承不致承受液压推力。文章源自solidworks教程网-http://gocae.com/3671.html
 文章源自solidworks教程网-http://gocae.com/3671.html
文章源自solidworks教程网-http://gocae.com/3671.html
文章源自solidworks教程网-http://gocae.com/3671.html