


现有的设备对起重机行车轮组角箱加工主要是依靠刨削来完成的,产品的精度差,工人的劳动强度高,生产的效率低。文章源自solidworks教程网-http://gocae.com/2941.html
 文章源自solidworks教程网-http://gocae.com/2941.html
文章源自solidworks教程网-http://gocae.com/2941.html
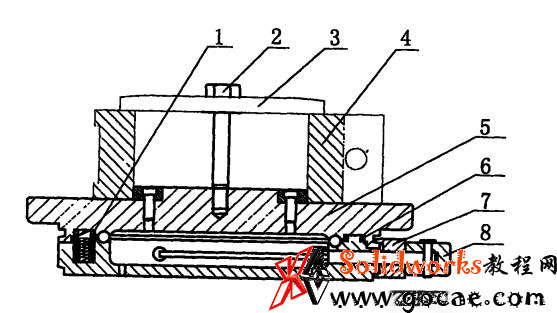
数控重型五轴加工中心用分度工作台
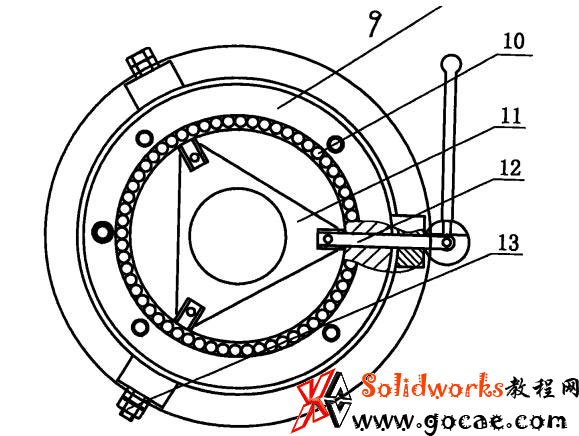
1、定位销 2、压紧螺栓 3、压板 4、加工工件 5、旋转工作台 6、定位孔 7、锁紧锲块 8、偏心轮 9、工作台座 10、滚珠 11、锁紧连接板 12、拉杆 13、调节螺母文章源自solidworks教程网-http://gocae.com/2941.html
 文章源自solidworks教程网-http://gocae.com/2941.html
文章源自solidworks教程网-http://gocae.com/2941.html
工作台座 9 里是一个夹紧机构,它是由锁紧连接板 11 来连接两个调节螺栓 13 和一个带拉杆 12 和手柄的偏心轮 8 组成的,扳动偏心轮 8 的手柄,拉杆 12 通过锁紧连接板 11带动带有弹簧的调节螺母工作,实现锁紧锲块 7 对旋转工作台面 5 的锁紧定位,工作台座 9和旋转工作台 5 的接合面上开有放置滚珠 10 的槽,工作台座 9 上有一孔,孔的底部先放置弹簧,在置入顶端为有弧度的斜面的定位销 1,旋转工作台 5 的接合面上开有沿圆周均匀分布的四个定位孔 6,旋转工作台 5 旋转时,定位孔 6 转至定位销 1 位置时,定位销 1 自动插入定位孔 6,由于定位销 1 的顶部是有弧度的斜面,所以旋转工作台 5 只能沿一个方向旋转,不能逆转,实现对加工件 4 的定位,旋转工作台 5 以压紧螺母 2 为中心,通过更换不同直径的圆筒来满足不同直径的角箱放置定位,被加工的角箱定位后,再用压紧螺栓 2 和压板 3 固定。该装置工作时,产品在工作台上自动定位,自动复位,并能一次加工成型,提高了工作效率,改善了工作人员的劳动强度,有效地保证了产品的加工精度。文章源自solidworks教程网-http://gocae.com/2941.html
 文章源自solidworks教程网-http://gocae.com/2941.html
文章源自solidworks教程网-http://gocae.com/2941.html