随着工业的飞速发展,各行各业都实现了半机械化甚至是全机械自动化,而花键 在机械设备运用非常广泛,几乎所有的机械、机构都要用到,传统的花键生产都是通过一些 简单的机床夹分布加工,此加工方式效率低、质量差、操作性差、工艺繁琐,为了改变此工艺 局面,人们发明了花键搓齿机。目前的搓齿机在运行过程中,活动杆结构稳定性差,进而影响左鞍件与右鞍件的 运行稳定性。而且加工件安放在搓齿机上的定位机构时,容易出现打滑的情况。

文章源自solidworks教程网-http://gocae.com/3651.html
 文章源自solidworks教程网-http://gocae.com/3651.html
文章源自solidworks教程网-http://gocae.com/3651.html
一次成型花键轴搓齿机的优点:

 文章源自solidworks教程网-http://gocae.com/3651.html
文章源自solidworks教程网-http://gocae.com/3651.html
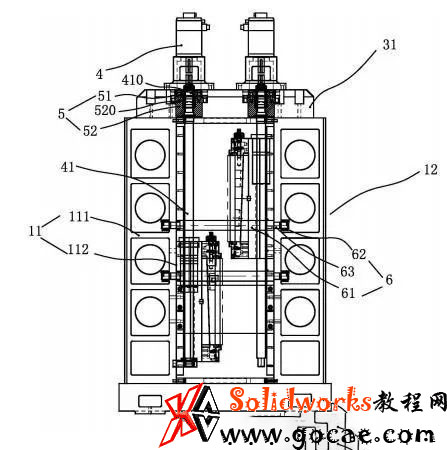
1. 搓齿机的上基座内设置转换机构,活动杆的加强段贯穿 转换机构当中的减震块及安装块,在伺服电机驱动左驱动件在活动杆上下移动的过程时, (1)减震块能起到了缓解伺服电机的输出轴与加强杆的刚性接触,而且能提高加强杆的结 构强度。(2)安装块内的轴承件能大大提高加强杆的抗扭及抗压的能力,并且能缓解加强 杆的负荷力,保证了左驱动件及右驱动件在活动杆上的运行稳定。文章源自solidworks教程网-http://gocae.com/3651.html
 文章源自solidworks教程网-http://gocae.com/3651.html
文章源自solidworks教程网-http://gocae.com/3651.html
左鞍件与右鞍件之间还 通过两条固定件连接,固定件当中的加强横杆及定位端头之间通过稳定横杆连接,加强横 杆与稳定横杆之间采用电焊连接,大大提高了加强横杆与稳定件的连接强度及连接的稳定 性,进而提高了固定件的结构强度,保证了左鞍件与右鞍件的结构稳定性。加强横杆又进一 步提高了活动杆的结构稳定性,保证左驱动件及右驱动件在活动杆上的运行稳定。文章源自solidworks教程网-http://gocae.com/3651.html
 文章源自solidworks教程网-http://gocae.com/3651.html
文章源自solidworks教程网-http://gocae.com/3651.html
2. 定位机构上的安装座是用于安放加工件的,将加工件放置稳定座上的稳定槽 内,由于在稳定槽内设有防滑齿,能保证在定位机构上的定位杆在顶加工件时,加工件出现 打滑的状况。而且安装座可以根据不同的结构的加工件来调节定位杆与加工件的距离,大 大提高了安装座的实用性。安装座当中的固定座下沿向上拱起有加强弧,当加强弧的弧度 为 36° -45°时,固定座的抗压能力及结构稳定强度最佳。文章源自solidworks教程网-http://gocae.com/3651.html
 文章源自solidworks教程网-http://gocae.com/3651.html
文章源自solidworks教程网-http://gocae.com/3651.html
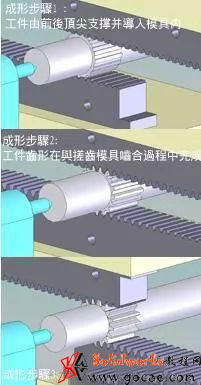
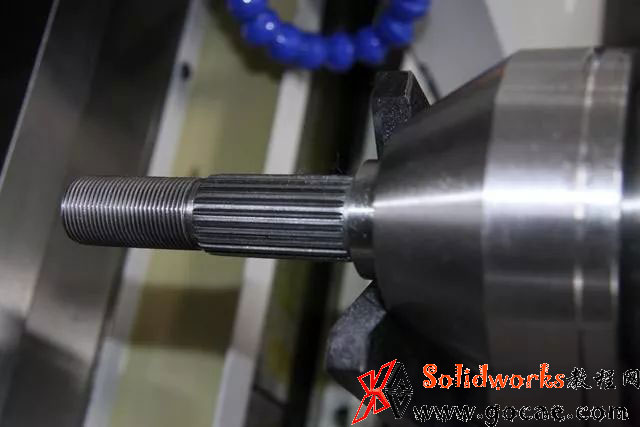
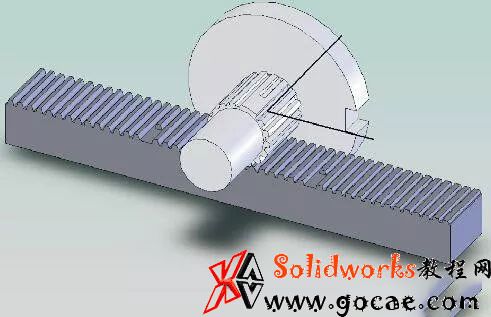
搓齿机——一次成型齿轮轴(花键)快速高精度加工利器
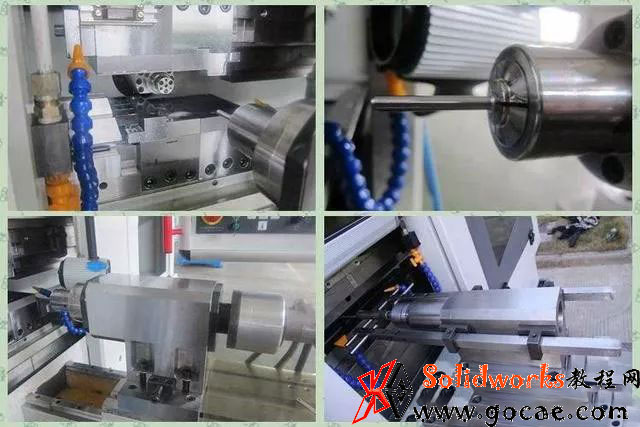
搓齿机构 1 及定位机构 2,搓齿机构 1 包括相互对应且结构 相同的左鞍件 11 及右鞍件 12,左鞍件 11 及右鞍件 12 两端之间分别设有上基座 31 及 下基座 32,左鞍件 11 包括左安装架 111 及设在左安装架 111 上的左驱动件 112,上基座 31 上设有伺服电机 4,伺服电机 4 的输出轴连接有活动杆 41,左驱动件 112 与活动 杆 41 滑动连接,上基座 31 内设有转换机构 5,转换机构 5 包括减震块 51 及安装块 52,安装 块 52 内设有轴承件 520,活动杆 41 上的连接段 410 贯穿减震块 51 及安装块 52 与伺服电机 4 的输出轴连接,左鞍件 11 与右鞍件 12 之间还通过两条固定件 6 连接,固定件 6 包括加强横杆 61 及分别与左鞍件 11 及右鞍件 12 连接的定位端头 62,加强横杆 61 与定位 端头 62 之间通过稳定横杆 63 连接,加强横杆 61 与稳定横杆 63 之间采用电焊连接,加强横 杆 61 上开设有用于贯穿活动杆 41 的通孔。文章源自solidworks教程网-http://gocae.com/3651.html
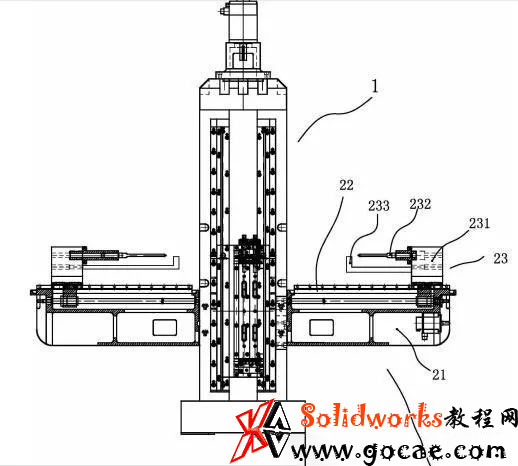
定位机构 2 包括机床 21、置于机床 21 上的导轨 22 及与导轨 22 滑动连接的两个定 位件 23,两个定位件 23 分为位于左鞍件 11 及右鞍件 12 的两侧。 定位件 23 包括定位基座 231、定位杆 232 及对应定位杆 232 设置的安装座 233。 安装座 233 包括与定位基座 231 可拆卸连接的固定座 2331 及与固定座 2331 滑动 连接的 L 型件 2332,L 型件 2332 上滑动连接有稳定座 2333,L 型件 2332 上开设有活动开口 3210,稳定座 2333 上开设有半圆形的稳定槽 330,稳定槽 330 内开设有配合槽 331,稳定槽 330 的槽壁上设有防滑齿 3301。
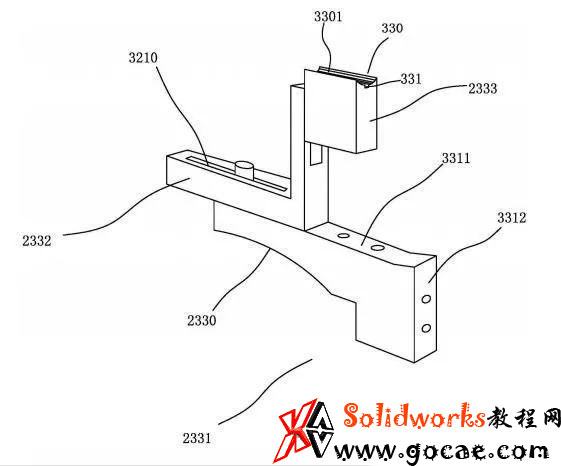
固定座 2331 包括相互连接的贴合段 3312 及加强段 3311,贴合段 3312 的外壁上开设与定位基座 231 连接的连接盲孔,加强段 3311 的上沿面开设有定位盲孔,加强段 3311 的下沿向上拱起为加强弧 2330,该加强弧 2330 的弧度为 36° -45°。L 型件 2332 与加强段 3311 通过定位螺栓贯穿活动开口 3210 与定位盲孔连接,稳定座 2333 与 L 型 件 2332 通过伸缩杆连接。