

原文出处: Inventor 刘宗际姜嘉炜姜成伟孔令友孙玉民王建利贺鑫元高亮 Original Assignee 中捷机床有限公司 Priority date 2011-12-14 如对您的权益有所侵侵犯,请及时联系网站删除. 联系方式: swdaxue@qq.com
近年来,随着能源、冶金、工程机械等行业的飞速发展,这些行业领域的许多关键 零部件都趋于大型化、复杂化,且各加工面要求的精度也很高,这就要求金属切削机床发展 的重点主要集中在大扭矩,大行程,高精度的重型机床。
数控落地式铣镗床是一种用于大型零部件机械加工的通用机械,广泛应用于能 源、冶金、工程机械等行业,其最主要的结构特征一是采用立柱支撑,二是由主轴箱和滑枕 构成悬臂式运动部件。文章源自solidworks教程网-http://gocae.com/3570.html
 文章源自solidworks教程网-http://gocae.com/3570.html
文章源自solidworks教程网-http://gocae.com/3570.html
重型数控落地式铣镗床是指主轴直径不小于160mm,滑枕行程不小于 1200mm,(行程不小于 1200mm 即大行程滑枕)主轴行程不小于 1000mm 的落地式铣镗床。而 大行程滑枕伸出时由于自身自重引起弯曲变形,从而影响到机床精度。所以说对于大行程 滑枕的变形补偿问题是落地式铣镗床制造技术的主要难点。微型公众号:solidworks教程网文章源自solidworks教程网-http://gocae.com/3570.html
 文章源自solidworks教程网-http://gocae.com/3570.html
文章源自solidworks教程网-http://gocae.com/3570.html
目前解决滑枕伸出变形主要补偿方法:
1. 利用预应力挠曲加工方式实现 挠度补偿,采用数控加工方法将滑枕的变形部分预先加工去除,使滑枕在工作伸出时处于 平直状态,该方法能够产生一定的补偿效果,但对滑枕的加工与装配要求较高 ;文章源自solidworks教程网-http://gocae.com/3570.html
2. 通过机 床数控系统实现滑枕挠度补偿的方法,该方法利用数控系统自动检测滑枕挠度,通过控制 Y 轴上升相应的位移来实现补偿,但它仅补偿了滑枕的挠度,滑枕的弯曲变形并未考虑 ;文章源自solidworks教程网-http://gocae.com/3570.html
3. 采用电液比例控制方式对滑枕低头进行补偿,虽然取得了一定的补偿效果,但是电液比 例控制需要准确把握滑枕各个阶段的变形函数,对于快速运动的滑枕来说往往会出现很大 的偏差 ;文章源自solidworks教程网-http://gocae.com/3570.html
4. 采用液压重心偏心补偿法,在主轴箱前后分别安装一个平衡锤以平衡因主轴箱 重心变化导致的滑枕低头,该方法操作简单,但是因滑枕自身重力引起的滑枕低头没有彻 底解决。文章源自solidworks教程网-http://gocae.com/3570.html
如果滑枕的挠度不能很好的解决,则当主轴伸出时,无疑滑枕的弯曲变形对主轴悬 垂起了放大的作用,从而影响了主轴移动的直线度。因此,重型数控落地式铣镗床需要一种 简易实用的机构实现大行程滑枕变形的自动补偿。文章源自solidworks教程网-http://gocae.com/3570.html
 文章源自solidworks教程网-http://gocae.com/3570.html
文章源自solidworks教程网-http://gocae.com/3570.html

重型数控落地式铣镗床的主轴滑枕精度补偿技术
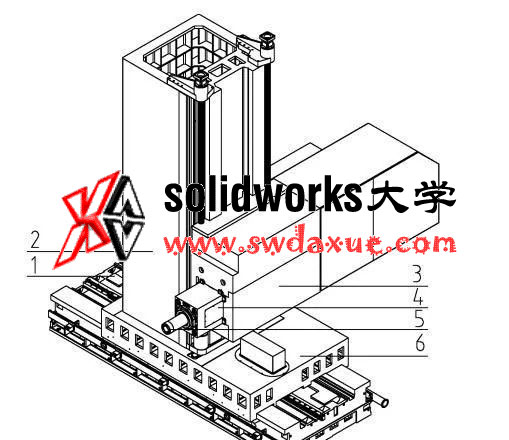
底部床身 1 及滑座 6 上垂直安装立柱 2,立 柱 2 的一侧立面上侧挂主轴箱 3,水平状态的滑枕 4 在数控落地式铣镗床中起到连接主轴 箱 3 和主轴 5 的作用。
滑枕 4 整体外形为长方体,轴向四面均为导轨面,内部安装铣轴和镗 轴。滑枕及镗轴可以做前后方向移动,当滑枕及镗轴伸出较长时,滑枕就会产生弯曲变形。
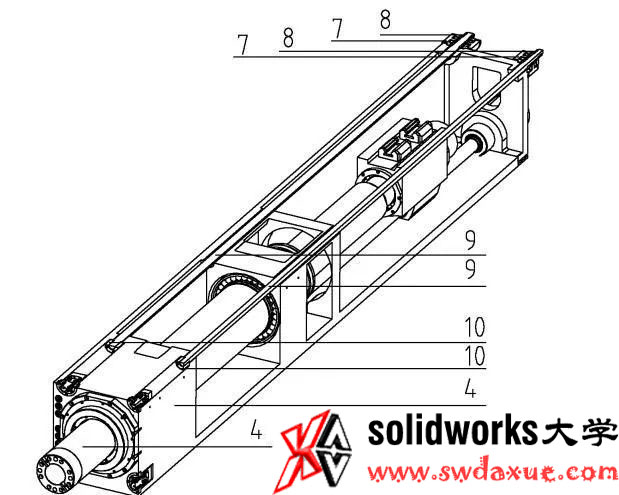
这种重型数控落地式铣镗床的滑枕挠度补偿机构 , 其特征在于在截面 方形的滑枕 4 的内部上方两角处安装两个拉杆 9,双拉杆 9 及油缸 7 的安装布置见图 2,拉 杆 9 前端通过前螺帽 10 与滑枕 4 固定,两个拉杆 9 后端分别安装液压油缸 7,液压油缸 7 与 滑枕 4 之间按照间隙配合径向固定,最终通过拉杆 9 将滑枕 4、拉杆 9、油缸 7 三者串组后利 用液压油缸 7 后端的套筒螺帽 8 将拉杆 9 后端与滑枕 4 后端两上角固定。
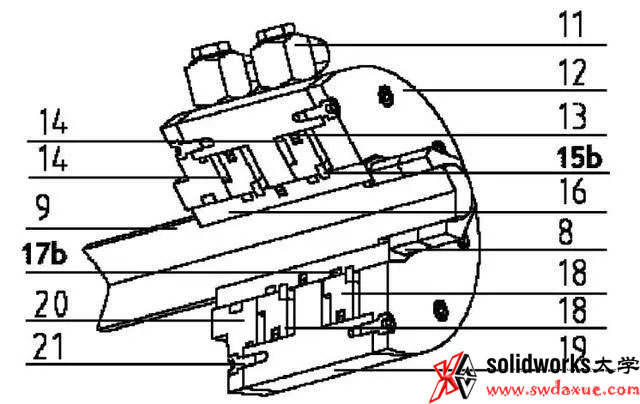
油缸内部结构见图 3,其特征在于在拉杆 9 与活塞 18 之间设计一个套筒 16,起到 活塞与拉杆之间的连接作用,避开了传统的拉杆加工安装油封所用的环形槽对加工设备及 加工方法要求较严的问题。
套筒 16 结构见图 4,套筒 16 外壁有多个油封槽 17a,嵌入油封 圈 17b,通过套筒 16 连接活塞 18 与拉杆 9,套筒 16 与拉杆 9 之间由套筒螺帽 8 在拉杆 9 后 端将其固定为一体。
拉杆 9 与活塞 18 之间无相对运动,通过活塞 18 上的挡环 15 b 将活塞 18 与套筒 16 两者固定,挡环 15b 为两个半圆形钢片,挡环 15b 形状见图 5,其内径与套筒 16 外壁的挡环卡槽 15a 内径相同、见图 4,其径向高度大于套筒 16 外径上挡环卡槽 15a 深度, 挡环 15b 成对嵌入套筒 16 与活塞 18 之间,保证两者相对静止,巧妙解决了活塞 18 与套筒 16 的固定问题。
油缸 7 为增压油缸 :即在缸体 19 内活塞 18 的轴向方向加了两组油腔 14, 使压力成倍增加,以保证滑枕挠度补偿机构所需的压力。
油缸体 19 两端通过后压盖 12、前压盖 20 及螺钉 21 连接后组成密闭油缸。活塞 18 与油缸 7 之间存在相对运动,两者之间由 高弹性油封 13 进行油压密封(多处油压密封),小间隙配合,液压油通过管接头 11 进入到两 组油腔 14,活塞 18 在油缸 7 内做微小往复滑动,带动拉杆 9 使滑枕 4 产生一个向后的拉力, 通过调整拉杆拉力来补偿滑枕因重力引起的弯曲变形,进而对滑枕挠度进行补偿。随着滑枕伸出长度的不同,滑枕的自变形值也不同。
只有拉杆的拉力随着相应变 化才能满足使用要求,因此在液压回路上加装一个电液比例阀来控制油缸压力的大小。
油压输出为 0-100bar,最大提供拉力 30KN。随着滑枕的伸出,电液比例阀控制油压逐渐增大, 相反,滑枕回缩时控制压力减小。
通过这样的设置就可以保证滑枕在各个位置时其本身的直线度,从 而保证了滑枕的移动精度。