

 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
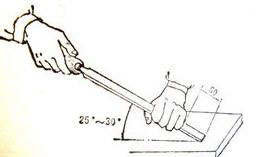
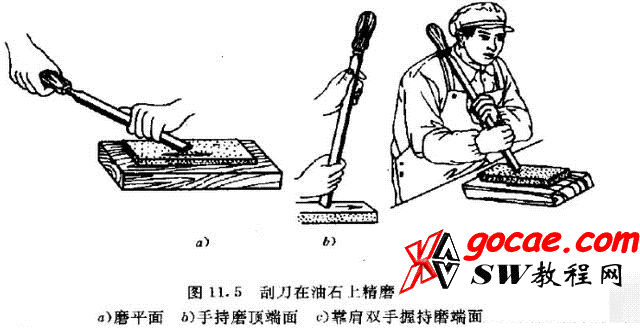
肩扛式刮削 刀柄顶肩上,双手握住刀杆距刀口40~60MM处,用右肩和上身的力量向前挺刮,两手下压刀杆并立即提刀。位置较高,而且工件面积不是太大时,适宜采用这种方法。文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
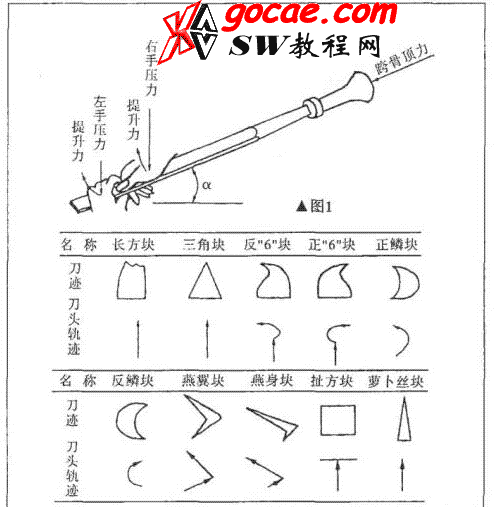
刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。文章源自solidworks教程网-http://gocae.com/3279.html
 文章源自solidworks教程网-http://gocae.com/3279.html
文章源自solidworks教程网-http://gocae.com/3279.html
常用的曲面刮刀有:三角刮刀、蛇头刮刀和柳叶刮刀等,用于刮削平面和刮花,刮研长刮刀分为两种类型:平面刮刀和三棱刮刀。刮刀一般用碳素工具钢或轴承钢制造,后端装有木柄,刀体部分淬硬到HRC60左右,刃口经过研磨,磨损后可进行复磨。

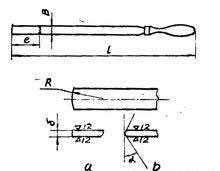

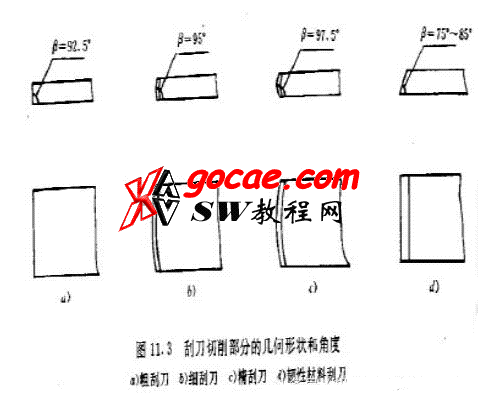
平刮刀主要用来刮削平面,如平板、工作台等,也可以用来刮外曲面。 按所刮表面精度要求不同平面刮刀又可以分为粗刮刀、细刮刀和精刮刀三种。 按形状不同平面刮刀又可以分为直头刮刀和弯头刮刀。直头刮刀的切削部分硬度较高,柄部硬度较低,而且富于弹性。弯头刮刀的刀体是曲形,能增加弹性,刮出来的工件表面质量较好。



曲面刮刀主要用来刮削内曲面,如滑动轴承的内孔等。 曲面刮刀的种类较多,常用的有三角刮刀和蛇头刮刀两种。

月牙形刮刀
刮削是一种繁重的操作,每次的刮削量又很少,因此机械加工所保留下来的刮削余量不能太大,一般在0.05~0.4mm之间。

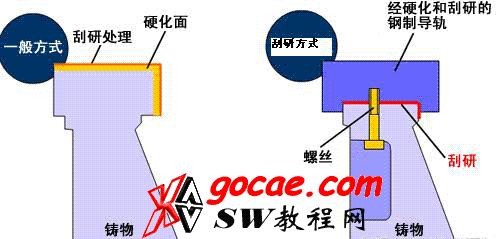
床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等、要对物与物相接触的重要部位进行刮研削加工。对配合面进行刮研削加工使之成为平面,面与面接触时就会无紧张力长期安定地配合在一起。通过对铸件的导轨装接面进行刮研削,加工出真直度。然后将经过表面硬化处理并经研磨后的钢制导轨从铸件面的内侧用螺丝加以固定。这样处理后,不仅初期精度可以长期稳定的得到保持,而且,导轨的硬度也能得到充分保护而保持了较高的耐久性。万一,发生导轨破损时,更换也很容易。
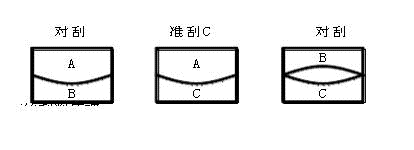
三合面刮研
(1)一次循环 以1为过渡基准,1与2互研互刮,至贴合。再将3与1互研,单刮34使3与1贴合。然后2与3互研互刮,至贴合。此2与3的平直度略有改进。
(2)二次循环 在上一循环基础上按顺序以2为过渡基准,1与2互研,单刮1,然后2与3互研互刮到全部贴合,这样平直度又有所提高。
(3)三次循环 在上一次循环基础上按顺序以3为过渡基准,2与3互研,单刮2,然后1与2互研互刮至全部贴合,则1与2的平直度进一步提高。
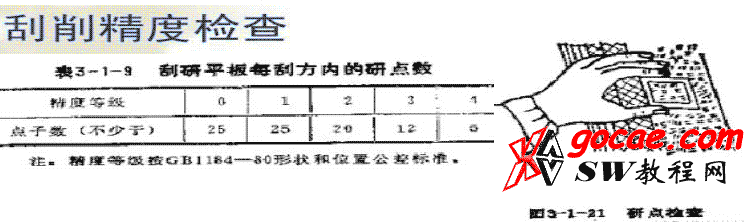
重复上述三个顺序依次循环进行刮削,循环的次数越多则平板的平直度越高,直到三块平板中任取两块对研,显点基本一致,即在每(25×25)mm2内达到12个研点左右,正研即告完成。
