


对于一般行程较长的机床,若采用线轨作为导向机构,受限于线轨的制造能力和 运输条件,往往需要多节同规格的线轨连接使用。文章源自solidworks教程网-http://gocae.com/3568.html
连接使用后如何检查连接后的导轨是否 在同一直线上是安装是否合格最重要的指标之一,受限于加工条件和所加工设备的误差, 都会存在很小的不平行。若不检测,滑块在线轨上长时间来回运行则会缩短滑块的使用寿 命,增加维修成本。文章源自solidworks教程网-http://gocae.com/3568.html
 文章源自solidworks教程网-http://gocae.com/3568.html
文章源自solidworks教程网-http://gocae.com/3568.html
机床导轨平行度检测方法
 文章源自solidworks教程网-http://gocae.com/3568.html
文章源自solidworks教程网-http://gocae.com/3568.html
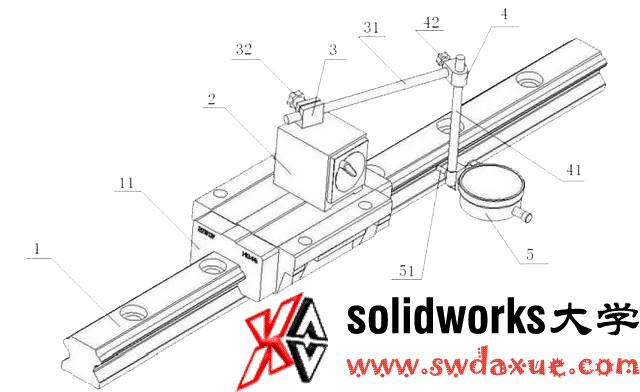
包括吸附于机床导轨11-导轨;11-滑块; 2-磁性表座; 3-水平支座;31-水平支撑杆;32-第一调节螺母; 4-竖直支座;41-竖直支撑杆;42-第二调节螺母; 5-百分表;51-探针。文章源自solidworks教程网-http://gocae.com/3568.html
滑块11上的磁性表座2,还包括水平支撑杆31、竖直支撑杆41、百分表 5;磁性表座2的顶部设置有水平支座3,水平支撑杆31的一端与该水平支座3连接,水平支撑 杆31的另一端通过竖直支座4与竖直支撑杆41的上端连接,竖直支撑杆41的下端与百分表5 连接,百分表5的探针51顶持在机床导轨1的侧面。文章源自solidworks教程网-http://gocae.com/3568.html
水平支座3上设置有第一调节螺母32,用于调节水平支撑杆31的伸缩距离。文章源自solidworks教程网-http://gocae.com/3568.html
竖直支座4上设置有第二调节螺母42,用于调节竖直支撑杆41的伸缩距离。 探针51通过调节座与百分表5连接,该调节座用于调节探针51的伸缩距 离。水平支撑杆31的轴线和机床导轨1的轴线为异面直线。探针51的轴线和机床导轨1的轴线垂直。文章源自solidworks教程网-http://gocae.com/3568.html
 文章源自solidworks教程网-http://gocae.com/3568.html
文章源自solidworks教程网-http://gocae.com/3568.html
操作步骤:
步骤S1 .将磁性表座2吸附在机床导轨1滑块11上的预设位置,确保百分表5的探针 51对准机床导轨1的侧面;具体的,利用第一调节螺母32和第二调节螺母42来控制百分表5 的位置,确保百分表5的探针51对准机床导轨1的侧面。文章源自solidworks教程网-http://gocae.com/3568.html
步骤S2 .探针51压入少许,使得探针51顶持在机床导轨1的侧面后,调整百分表5的 表针指向零点位置;具体的,利用调节座来控制探针51的压入。
步骤S3 .推动滑块11沿机床导轨1来回运动,通过读取百分表5的表针数值即可检 测该机床导轨1的平行度。
采用的打表检测的方法,具体检测方法:将磁性表座吸附于线轨的滑块上,百分表 指针对准线规侧面,表针压入少许数值后转动百分表表盘将其数值对在零上。
缓慢推动滑 块在线轨上运行,读取表针数值来判断线轨是否在一条直线上,若来回运动过程中表针度 数不能对准零则表示线轨不在一条直线上,需调整。
效果:
简单解决了线轨直线度的检测问题,不需要过多的 人工参与,节省装配时间。减少误差,增加线轨上滑块的使用寿命,减少后期维修成本。