

机床工作台机床工作台台面尺寸是现阶段阻碍机床向大型及超大型机床发 展的瓶颈之一,而选择拼接工作台是有效的解决办法,但同时带来精 度不稳定等很多问题。台面尺寸是现阶段阻碍机床向大型及超大型机床发展的瓶颈之一,而选择拼接工作台是有效的解决办法,但同时带来精度不稳定等很多问题。
现有的工作台连接大致有定位键、定位销、定位键销组合等几种形式,这些定位方式可以满足精度要求,但其精确定位却很难达到,不能满足高精度机床工作台的要求, 一般定位销的 接触面积仅仅能达到50%-70%,而理论上讲要求其接触面积越大越好,而且现有的几种方法在装配时效率比较低,二次装配时精度还得重新调整,满足不了快速装配的要求。文章源自solidworks教程网-http://gocae.com/3771.html
 文章源自solidworks教程网-http://gocae.com/3771.html
文章源自solidworks教程网-http://gocae.com/3771.html
本方介绍的方法,销钉面的锥 面与定位胶完全接触,增加了接触面积,将定位销接触面积由原来的50%-70%提高到95%以上,且形成了各方向的超定位,实现了对工作台的准确定位,保证更好的定位精度,这就提高了工作台拼接后定位 的可靠性,打破了以往定位方式定位不准确的弊端,实现二次装配仍 然能够准确定位的目的,尤其适合大型工作台的拼接文章源自solidworks教程网-http://gocae.com/3771.html
 文章源自solidworks教程网-http://gocae.com/3771.html
文章源自solidworks教程网-http://gocae.com/3771.html
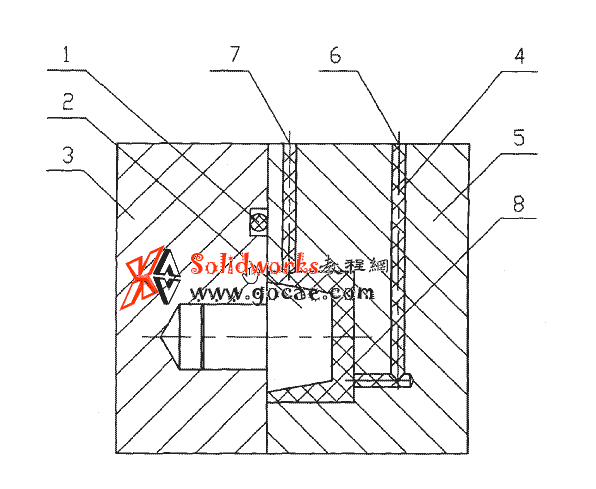
附图1是本实用新型的结构示意图;图中l-密封圈,2-定位销,3-销钉工作台,4-定位胶,5-注胶 工作台,6-注胶孔,7-出胶孔,8-注胶腔文章源自solidworks教程网-http://gocae.com/3771.html
由图1所示,一种机床工作台拼接精确定位机构,包括工作台(3, 5)、定位销2,销钉工作台3上有置有定位销2,定位销2右端销帽 的外部为锥面,使得注胶后实现各方向的超定位,注胶工作台5上相 对应定位销2的位置有注胶腔8,注胶腔8为各角均为直角的凹槽, 并保证当工作台(3, 5)结合后定位销2能够装入其中且周边剩余间隙 大于5mm,这样可以保证注胶量足够多从而保证定位精度,并能承受 很大的剪切力,注胶工作台5上有注胶孔6、出胶孔7与注胶腔8相 通。文章源自solidworks教程网-http://gocae.com/3771.html
 文章源自solidworks教程网-http://gocae.com/3771.html
文章源自solidworks教程网-http://gocae.com/3771.html
工作台(3, 5)整体平面度等各项精度调整好之后,将定位销2 装入销钉工作台3中并且在锥面处涂抹脱模剂,此时将连接工作台 (3, 5)的连接螺栓拧紧使密封圈1处于压紧密封状态,然后将事先调 和好的定位胶4从注胶孔6注入,注胶时要用力均匀保证注胶腔8 内不出现气泡,直至出胶孔7有胶体溢出时完成注胶,最后等待胶体 固化即可,这样定位销2锥面与注胶腔8内的定位胶完全接触定位, 接触面能够达到95%以上,并且定位销2与注胶腔8形成的超定位锥 面实现了对工作台的准确定位。由于定位销2的锥面处有脱模剂,所 以拆卸容易,二次装配时只要将工作台(3, 5)合在一起并拧紧螺栓即 可,并且二次装配时仍然能保证定位精度,不需重新调整,提高了生 产效率。文章源自solidworks教程网-http://gocae.com/3771.html
文章源自solidworks教程网-http://gocae.com/3771.html文章源自solidworks教程网-http://gocae.com/3771.html