

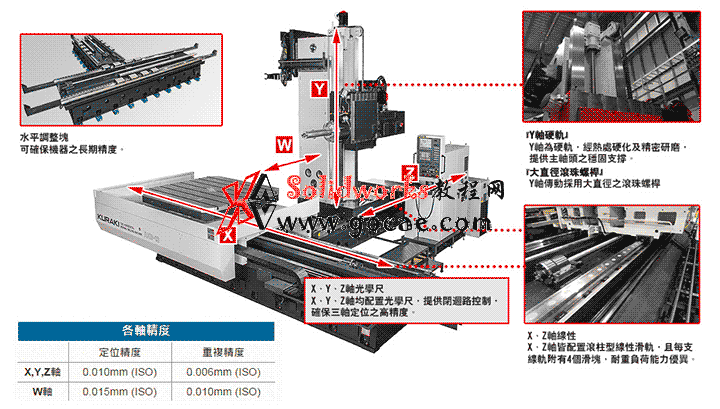
数控落地镗铣床具有主轴箱、滑枕、滑座,滑枕的头部安装有直角铣头等刀具;主轴箱通过丝杠传动,沿立柱静压导轨上下运动(Y向),滑枕通过丝杠传动,在主轴箱体内部沿静压导轨做左右水平运动(X向),滑座沿设置于床身上的与滑枕导轨成直角的静压导轨水平运动(Z向);配上高精度回转工作台,数控落地镗铣床可以实现对工件的五面加工。
 文章源自solidworks教程网-http://gocae.com/3749.html
文章源自solidworks教程网-http://gocae.com/3749.html
文章源自solidworks教程网-http://gocae.com/3749.html
由于机床上的主轴箱、滑枕、滑座是沿着立柱、主轴箱体、床身等大件上的导轨作运动,通常在加工之前要将设置好尺寸位置的主轴箱、滑枕、滑座固定夹紧,现技术的夹紧方法是:在主轴箱、滑枕、滑座的上方设置杠杆,杠杆由控制镗铣床动作的液压系统控制动作用来压紧主轴箱、滑枕、滑座进行定位,采用的是单向卡紧。这种方法容易产生滑移,影响主轴箱、滑枕、滑座的定位精度,导致机床加工精度及产品质量的降低。文章源自solidworks教程网-http://gocae.com/3749.html
 文章源自solidworks教程网-http://gocae.com/3749.html
文章源自solidworks教程网-http://gocae.com/3749.html
详细介绍
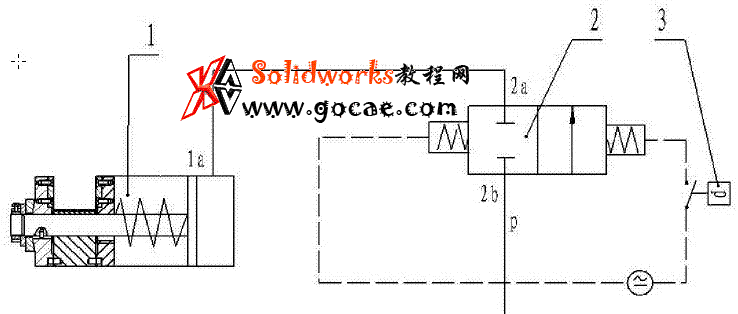
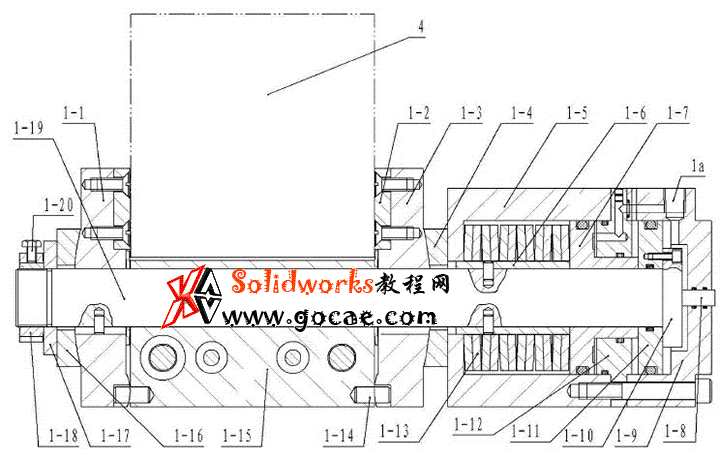
图1所示的镗铣床夹紧装置,包括有油缸1、定位基座1-15和设置于定位基座1-15相对两侧的第一夹紧座1-1和第二夹紧座1-3,第一夹紧座1-1、第二夹紧座1-3上均通过螺钉固定有橡胶的夹紧块1-2,油缸的活塞杆1-19依次穿过第一垫片1-4、第二夹紧座1-3、定位基座1-15和第一夹紧座1-1,第一夹紧座1-1和第二夹紧座1-3与定位基座1-15之间沿活塞杆1-19的轴向分别设置有导柱1-14;第一夹紧座1-1的外侧设置有第二垫片1-16和第三垫片1-17,活塞杆1-19通过锁紧螺母1-18和压紧螺栓1-20与第三垫片1-17固定连接;文章源自solidworks教程网-http://gocae.com/3749.html
 文章源自solidworks教程网-http://gocae.com/3749.html
文章源自solidworks教程网-http://gocae.com/3749.html
油缸具有缸体1-5,缸体1-5内设置有套于活塞杆1-19上的轴套1-6和第一活塞1-7,轴套1-6通过螺栓固定连接于活塞杆1-19上,轴套1-6—端插入缸体1-5并与缸体1-5滑动配合,在缸体1-5、第一活塞1-7和轴套1-6围成的空间内设置有弹簧1-13,在缸体1-5远离第二夹紧座1-3的一端依次连接有缸筒1-12和缸盖1-9,缸筒1-12和缸盖1-9之间设置有第二活塞1-11,第一活塞1-7具有穿过缸筒1-12与第二活塞1-11的一面相抵接的凸部,凸部的长度大于缸筒1-12的厚度,第二活塞1-11的另一面固定有活塞杆挡板1-10,活塞杆挡板1-10与第二活塞1-11固定连接,活塞杆挡板1-10沿活塞杆1-19轴向设有伸入缸盖1-9的导向柱1-8.文章源自solidworks教程网-http://gocae.com/3749.html
 文章源自solidworks教程网-http://gocae.com/3749.html
文章源自solidworks教程网-http://gocae.com/3749.html
该导向柱1-8与缸盖1-9滑动配合;缸盖1-9、第二活塞1-11、和活塞杆挡板1-10围成油腔,缸盖1-9上设置有连通该油腔的油口 la,该油口 Ia与液压电磁阀2的第一油口 2a相连通,液压电磁阀2的第二油口 2b与控制镗铣床动作的液压油口相连通,液压电磁阀2的阀控端与压力继电器3的触点端、电源串联形成回路,压力继电器3的油口与液压电磁阀2的第二油口 2b相连通。文章源自solidworks教程网-http://gocae.com/3749.html
 文章源自solidworks教程网-http://gocae.com/3749.html
文章源自solidworks教程网-http://gocae.com/3749.html
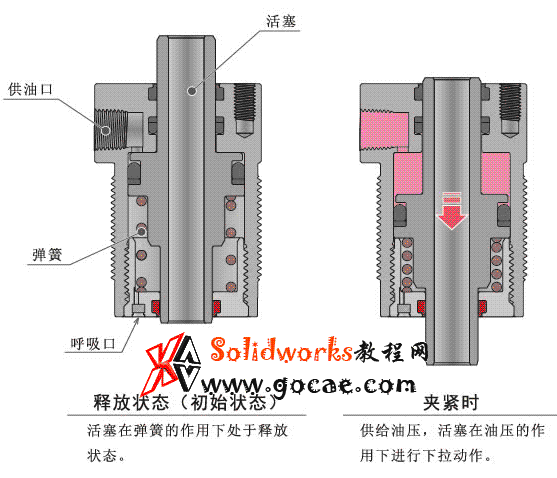
工作时,根据所要加工的工件的尺寸,设定好数控落地镗铣床主轴箱、滑枕、滑座的位置,分别在主轴箱、滑枕、滑座四个面的每一面夹装上本发明的夹紧装置,开动数控落地镗铣床对工件进行加工,进行加工时当压力感应器感应到设定的压力值时,即发出信号给压力继电器的线圈端,此时压力继电器的触点端感应信号闭合,使液压电磁阀的阀控端动作,控制液压电磁阀的油口张大或者缩小,以此控制油缸活塞伸出或者缩进,从而使与油缸活塞杆1-19连接的夹紧座带动夹紧块1-2松开或者夹紧。
液压电磁阀和压力继电器建立起电气互锁,根据加工时的压力值随时调整夹紧度,直到整个工件加工完成。本发明的夹紧装置结构简单可靠,.提高了机床加工精度以及产品质量。

原文出处: CN104325297B 镗铣床夹紧装置 本文部分资料和图片来源自网络公开资料,仅为个人学习使用,非商业用途。 如对您的权益有所侵侵犯,请及时联系网站删除. 联系方式: swdaxue@qq.com