

原文出处: 田春雨 (资阳内燃机车厂 工业公司设备修造厂 ,四川 资阳 641301 如对您的权益有所侵侵犯,请及时联系网站删除. 联系方式: swdaxue@qq.com
大型机床的安装 、改造 、大修中 ,往往对其床身 、垫铁 、 基础系统的接触刚度不够重视 ,由于重力 、切削力等因素的 影响 ,使机床的几何精度 、工作精度以及导轨副的接触精度 很不稳定 ,甚至会造成导轨副拉伤等恶性事故 。不仅增大 了床身导轨修理和调平的工作量 ,而且降低了机床的使用 寿命 。接触刚度不仅与接触面的几何形状及加工精度有 关 ,而且与安装方法有直接关系 。在机床床身的安装调平 中 ,提高其接触刚度的主要措施如下 。
 文章源自solidworks教程网-http://gocae.com/3685.html
文章源自solidworks教程网-http://gocae.com/3685.html
1 提高床身 、垫铁各接触面的表面质量
许多机床在大修改造时 ,发现床身的安装底面 、垫铁的 各接触面的表面质量很差 ,有的甚至是毛坯面 。由于人们 对其表面质量对接触刚度的影响认识不足 ,往往对此不够 重视 。试验表明[ 1 ] ,当垫铁系统各接触面为粗糙毛坯面时 , 对 155mm ×150mm 与混凝土浇合垫铁进行计算 ,实测刚度 为 210N/μm ,降低垫铁斜面粗糙度至 Ra 018μm 时 ,刚度增 加到 320N/μm ,当所有各接触面的粗糙度都达到 Ra 018μm 时 ,刚度增加到 1 900N/μm 。文章源自solidworks教程网-http://gocae.com/3685.html
 文章源自solidworks教程网-http://gocae.com/3685.html
文章源自solidworks教程网-http://gocae.com/3685.html
上述试验表明 , 床身安装底 面 、垫铁的各接触面表面质量越好 ,其接触刚度越高 。为 此 ,在机床大修改造中 ,应加工床身 (包括与床身紧固成一 体的立柱等部件) 的安装底面 ,表面粗糙度 Ra ≤116μm ;可 调垫铁的配合斜面表面粗糙度 Ra ≤018μm ; 上下面表面 粗糙度 Ra ≤116μm 。文章源自solidworks教程网-http://gocae.com/3685.html
 文章源自solidworks教程网-http://gocae.com/3685.html
文章源自solidworks教程网-http://gocae.com/3685.html
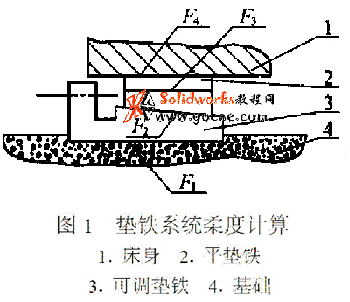
当用旧地基基础安装机 床时 ,有时垫铁安装基面标高相差较大 ,往往需要在床身安装底面和垫铁之间加上补偿尺寸用的平垫铁,此时,单件垫铁的总柔度为文章源自solidworks教程网-http://gocae.com/3685.html
Cp = C1/ F1 + C2/ F2 + C3/ F3 + C4/ F4文章源自solidworks教程网-http://gocae.com/3685.html
式中 : Cp 为单件垫铁的总柔度 ,cm/ N ; C1 、C2 、C3 、C4 为垫 铁各接触面的柔度系数 ,cm3 / N ; F1 、F2 、F3 、F4 为垫铁各 接触面的面积 ,cm2 。文章源自solidworks教程网-http://gocae.com/3685.html
 文章源自solidworks教程网-http://gocae.com/3685.html
文章源自solidworks教程网-http://gocae.com/3685.html
每增加一块垫铁都会增大总柔度 Cp 的 值 ,而 Cp 值的增大将会减小垫铁支座的刚度系数 ,亦减小 了垫铁支座的抗压刚度和抗扭转刚度 。由此可见 ,当在床 身安装底面与垫铁之间需增加补偿垫铁时 ,无论补偿多少 尺寸 ,都只能加一块平垫铁 ,并将其上下接触面加工至 Ra≤018μm ,平面度 ≤0102mm ,以减小对床身接触刚度的影响 。文章源自solidworks教程网-http://gocae.com/3685.html
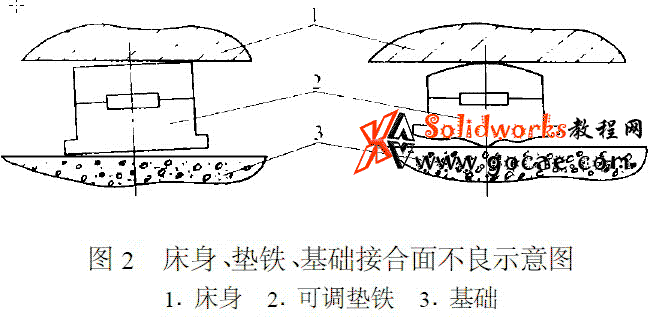
2 提高床身 、垫铁 、基础接合面接触精度
如图 2 所示 ,在床身的安装中 ,由于床身安装底面 、垫铁 、基础的接触不良 ,有时甚至是一条线或一个点 ,使其接 触精度大幅度下降 。在床身调平时 ,只要稍微增大地脚螺 母的扭矩 ,水平仪就会发生较大的变化 。各组垫铁存在各 不相同的内应力 ,床身导轨的精度稳定性极差 ,常常造成返 工 ,增大了床身调平的工作量和难度 。为此可采用压浆法 或用膨胀水泥对垫铁灌浆 ,以提高它与床身安装底面和基 础的接触精度 。
当采用压浆法灌浆时 ,应注意以下要点 。
(1) 压浆层的处理 。
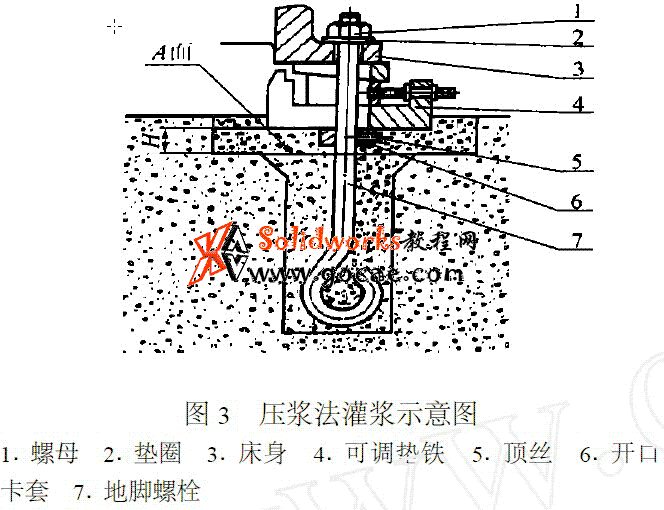
参阅图 3 ,当采用压浆法灌浆时 ,为保证压浆层同基础的结合强度 ,应将 A 面细铲成麻面 ,与地脚螺孔相接处应铲出 45°斜面 。对于旧基础更需仔细地将旧混凝土铲去 ,直 到露出无油灰色坚固的混凝土层 ,并用钢丝刷洗刷得到洁 净的新面 。为了保证压浆层有足够的强度 , 其厚度 H ≥ 30mm。
(2) 垫铁的吊装 。 大型机床床身所用的一般都是可调垫铁 ,将其吊装于
床身底面前 ,均需将其拆洗 ,清理各表面的毛刺及污物 ,特 别注意配合斜面及螺纹处应接触良好 ,并均匀涂上钙基润 滑脂 。同时用油石清理床身安装底面相配位置 。
将全部垫 铁调至最低位 ,即可按图 3 所示的方法 ,用开口卡套 6 将垫 铁吊装于床身底面 ,拧紧地脚螺母 1 ,使地脚螺栓克服顶丝 5 的摩擦力向上移动 ,调整全部螺栓露出螺母的高度一致 , 均为 2~3 个螺距 。这时即可保证垫铁上平面与床身底面 接触密实 。
对于旧机床基础 ,由于地脚螺栓已固定 ,此时 ,可将床 身用临时垫铁粗平后 ,用开口卡套 6 将垫铁吊装于床身底 面上 ,稍许调高垫铁 ,当开口卡套 6 克服顶丝 5 的摩擦力下 移时 ,即可保证垫铁上平面与床身底面接触密实 。
(3) 压浆层的灌浆 。 压浆层所用的细石混凝土同地脚螺栓孔所用的相同 ,
其标号至少比基础混凝土标号高一级 。一般用 425 或 525 号水泥 ,5~15mm 粒径的石子 ,按 1∶2∶3 (水泥∶砂∶石子) 的 配合比拌制 ;对于某些重型机床 ,由于对地脚螺栓孔灌浆层 的强度有较高的要求 ,亦可按 1∶215∶1 的配合比拌制 。

根据生产实际情况 ,压浆层可与地脚螺栓一同灌浆 ,也可先灌满地脚螺栓孔 ,待其达到规定强度的 75 %时 ,再灌 垫铁下面的压浆层 。灌浆前 ,应清理灌浆孔 ,并用水泥砂浆 清洗 ,保证基础有一定的潮湿度 ,使灌浆层与基础结合牢 固 。灌浆时 ,应注意捣固密实 ,并防止水泥砂浆溅入垫铁接 合面 。
灌浆后 ,马上用抹布清除已溅到垫铁接合面的砂浆 。 灌浆层需洒水养护 ,养护期视气温而定 ,一般不少于 7 天 。当压浆层达到初凝后期 (手指揿压还能略有凹印) 时 , 调整垫铁上升 ,在床身自重作用下 ,垫铁推动开口卡套 6 下 移 ,将压浆层压紧 ,使垫铁下平面与压浆层紧密贴合 。为了 正确掌握初凝后期的压浆时机 ,灌浆完毕 ,应随时观察 ,及 时调整 ,才能达到垫铁与基础接触密实的效果 。