原深孔加工需要半精镗、精镗、滚压头等多种刀具完成,刀具数量多,更换刀具和导向套费时、费力而且复杂,工作效率低下。
 文章源自solidworks教程网-http://gocae.com/3343.html
文章源自solidworks教程网-http://gocae.com/3343.html
 文章源自solidworks教程网-http://gocae.com/3343.html
文章源自solidworks教程网-http://gocae.com/3343.html
深孔镜面镗滚头
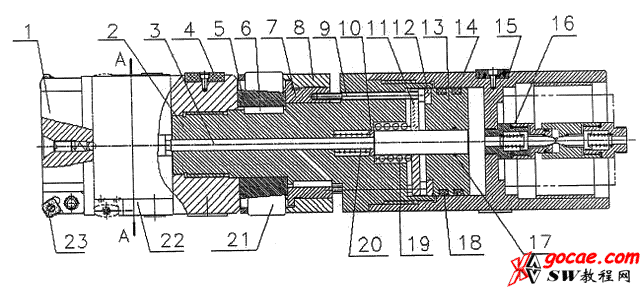
左边有镗头体,中间有连接刀体,右边连有接头。顶杆安装在连接刀体和大活塞的中心 ;导向块安装在左边镗头体上 ;镗头体右边连接刀体上周围有分布均匀,用键连接的装在锥套上的滚柱 ;锥套右侧有支承套,它上面有保持器 ;连接刀体右侧有装在顶杆上的支承盘,用螺栓穿过支承盘、连接刀体固定在支承套上 ;文章源自solidworks教程网-http://gocae.com/3343.html
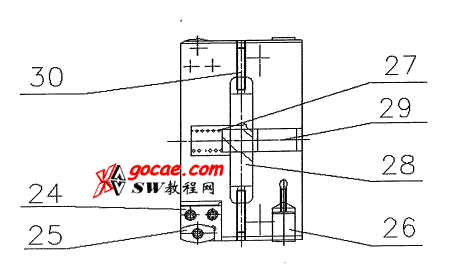
支承盘右侧有大活塞,它上面左边有铜垫,内外圆上有 O型密封圈,中间顶杆上套有垫圈,并套有大弹簧与小弹簧 ;导向块装在接头外圆上 ;快速油接头安装在接头内 ;上下两个半精镗刀安装在镗头体最左边上 ;长方形两片组成的精镗刀块穿装在左边镗头体上,精镗刀块的左下边与另一片左上边的装有刀片座并有涂层刀片,右下边有安装在两片之间的减震柱,两片中间装有互相穿过的顶块与导块,顶块前端有弹簧,导块上下有调整螺钉。文章源自solidworks教程网-http://gocae.com/3343.html
 文章源自solidworks教程网-http://gocae.com/3343.html
文章源自solidworks教程网-http://gocae.com/3343.html
它是左边有镗头体 (1),中间有连接刀体 (2),右 边连有接头 (14)。顶杆 (3) 安装在连接刀体和大活塞的中心 ;导向块 (4) 安装在左边镗 头体上 ;镗头体右边连接刀体上周围有分布均匀,用键 (6) 连接的装在锥套 (5) 上的滚柱 (21) ;锥套右侧有支承套 (7),它上面有保持器 (8) ;连接刀体右侧有装在顶杆上的支承盘 (11),用螺栓 (9) 穿过支承盘、连接刀体固定在支承套上 ; 支承盘右侧有大活塞 (13),它上 面左边有铜垫 (12),内外圆上有 O 型密封圈 (17)、(18),中间顶杆上套有垫圈 (10),并套有 大弹簧(19)与小弹簧(20) ;导向块装(15)在接头外圆上 ;快速油接头(16)安装在接头内 ; 上下两个半精镗刀 (23) 安装在镗头体最左边上 ;长方形两片组成的精镗刀块 (22) 穿装在 左边镗头体上,精镗刀块的左下边与另一片左上边的装有刀片座 (24) 并有涂层刀片 (25), 右下边有安装在两片之间的减震柱 (26),两片中间装有互相穿过的顶块 (28) 与导块 (29), 顶块前端有弹簧 (27),导块上下有调整螺钉 (30)。文章源自solidworks教程网-http://gocae.com/3343.html
 文章源自solidworks教程网-http://gocae.com/3343.html
文章源自solidworks教程网-http://gocae.com/3343.html
 文章源自solidworks教程网-http://gocae.com/3343.html
文章源自solidworks教程网-http://gocae.com/3343.html
在进行深孔加工时
深孔镜面镗滚头文章源自solidworks教程网-http://gocae.com/3343.html
刀具前端的半精镗刀对深孔进行初步加工,然后由位于半精镗刀后面的精镗刀对深孔进行精加工,最后由精镗刀后的是滚柱对已经精镗过的内孔表面进行挤压加工,以提高内孔表面硬度、耐磨性和降低表面粗糙度。文章源自solidworks教程网-http://gocae.com/3343.html



因此在进行深孔加工时,只需更换一次刀具就能完成对深孔的半精镗、精镗和滚压,相比传统的深孔加工刀具提高了工作效率,操作更加方便,具有加工精度稳定可靠,结构紧凑、合理新颖的特点。