量具是机械加工车间保障机械零件加工质量的测量工具及手段,量具的精度决定着机加工产品的精度控制,量具精度不够,其测量结果就不准确,也就无法真正确认产品合格与否。文章源自solidworks教程网-http://gocae.com/2869.html
常用的量具主要有:普通卡尺,数显卡尺,深度卡尺,带百分表卡尺,千分尺(内径,外径),深度千分尺,齿厚公法线千分尺、 高度尺,普通深度尺,塞尺、 内外螺纹规、R规、 百分表 、千分表、量块块规,粗糙度对照样块,高度仪,投影仪,三坐标3次元,2次元等。文章源自solidworks教程网-http://gocae.com/2869.html
 文章源自solidworks教程网-http://gocae.com/2869.html
文章源自solidworks教程网-http://gocae.com/2869.html
1. 塞尺(厚薄规)文章源自solidworks教程网-http://gocae.com/2869.html


 文章源自solidworks教程网-http://gocae.com/2869.html
文章源自solidworks教程网-http://gocae.com/2869.html
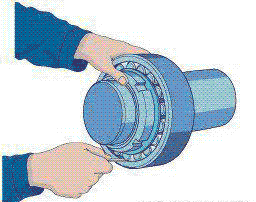
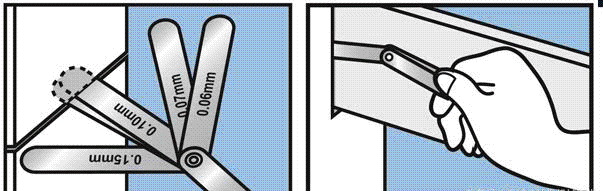
塞尺测量工具,主要用于2个工件之间间隙的测量,由一组具有不同厚度级差的薄钢片组成的量规。除了公制以外,也有英制的塞尺。文章源自solidworks教程网-http://gocae.com/2869.html

 文章源自solidworks教程网-http://gocae.com/2869.html
文章源自solidworks教程网-http://gocae.com/2869.html
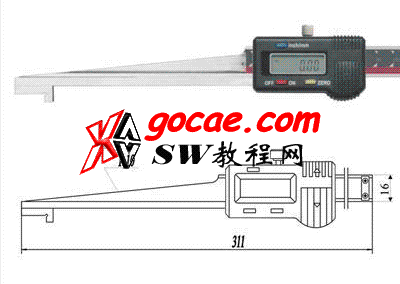
汽轮机通流间隙测量器专门适用于通流间隙的测量,用于电厂日常维护。该产品与楔形塞尺相似,适用于所有机组的测量,并在测量头部加装精密的数显测量器,以便于在测量过程中能直读出间隙值;精度达到0.01mm,既直观又准确。文章源自solidworks教程网-http://gocae.com/2869.html
数显锥塞尺文章源自solidworks教程网-http://gocae.com/2869.html
锥度尺:用于测量间隙。文章源自solidworks教程网-http://gocae.com/2869.html
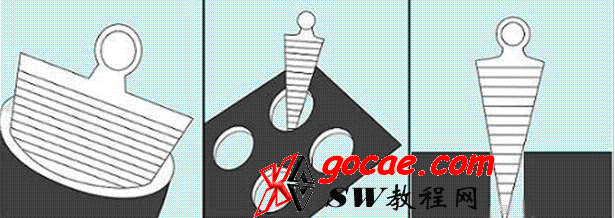
塞尺又称厚薄规,主要用来检验配合面和安装面等两个结合面之间的间隙大小。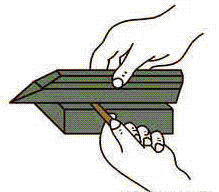
这种测量工具的使用简单方便,需重点强调的注意事项有:锥度尺测量时要让一边完全贴着检具;使用塞尺测量时不能用力太大,不能测量温度较高的零部件。
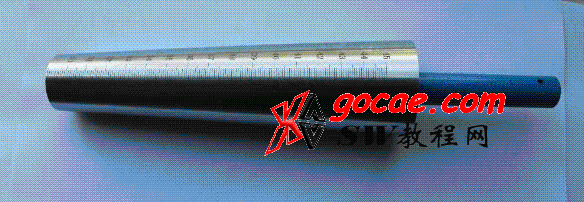
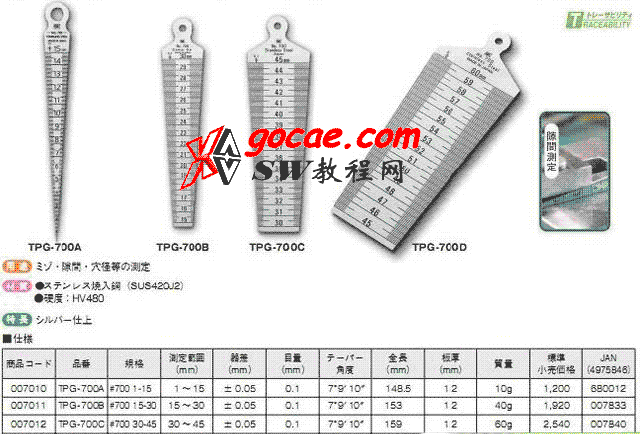
楔型塞尺-锥塞尺(孔尺)适用于现场测量深度孔径、内径。例:电力、电线电缆,汽车、模具、油嘴、喷嘴等行业。

锥塞尺(孔径规)(间隙尺、喉部塞尺、喷嘴塞尺)特点及使用方法:孔尺适用于现场测量深度孔径、内径。用途广泛,结构简单合理、测量方便、快捷。省时、省力,提高工作效率。测量时将尺置于被测间隙或孔径内即可得出测量结果。
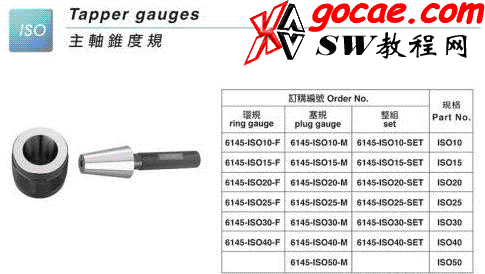
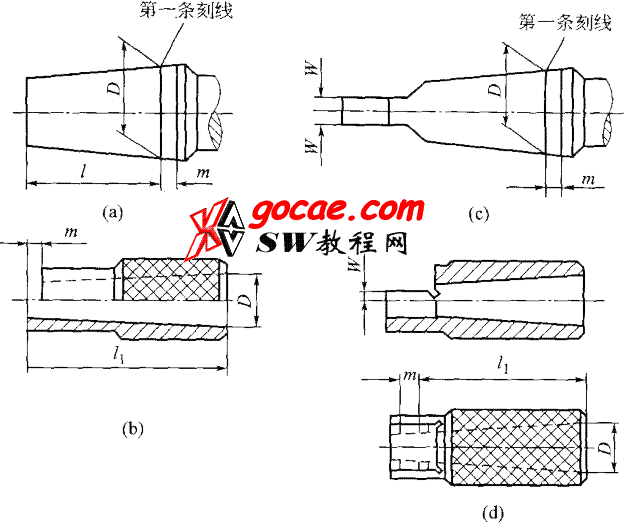
莫氏锥度量规

莫氏锥度量规每套包括莫氏圆锥塞规和莫氏圆锥套规各一件。普通精度莫氏圆锥量规适用于检查工具圆锥孔及圆柱柄的正确性。高精度莫氏圆锥量规适用于机床和精密仪器等的主轴与孔的锥度检查。莫氏圆锥量规一般选用合金钢,工作面均经过精研。塞规表面光洁度为Ra0.2;套规表面光洁度为Ra0.4。高精度莫氏圆锥量规均经冷处理,稳定性好,并能满足机床制造业中莫氏圆锥互换的要求。莫氏圆锥量规分为0;1;2;3;4;5;6七种规格。型式分为带扁尾和无扁尾两种。

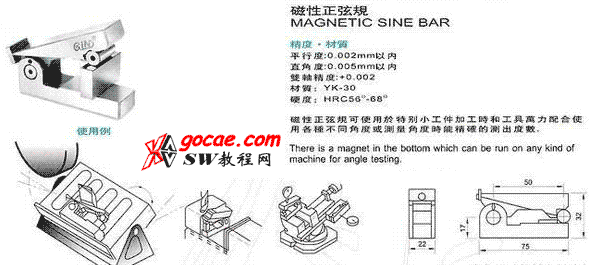
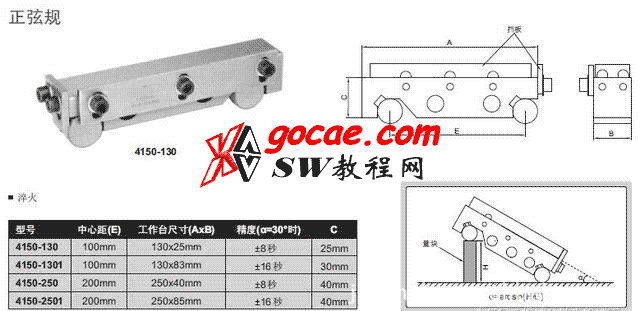
正旋规
正弦规利用正弦定义测量角度和锥度等的量规,也称正弦尺。它主要由一钢制长方体和固定在其两端的两个相同直径的钢圆柱体组成。两圆柱的轴心线距离L一般为100毫米或 200毫米。正弦规一般用于测量小于45°的角度,在测量小于30°的角度时,精确度可达3″~5″。
正弦规是配合使用量块按正弦原理组成标准角,用以在水平方向按微差比较方式测量工件角度和内、外锥体的一种精密量仪。精度有0级,1级。
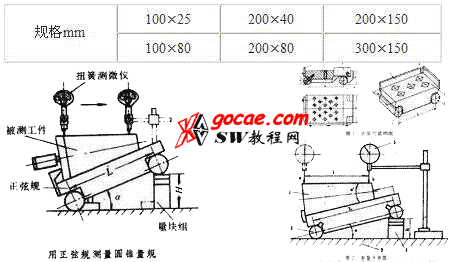
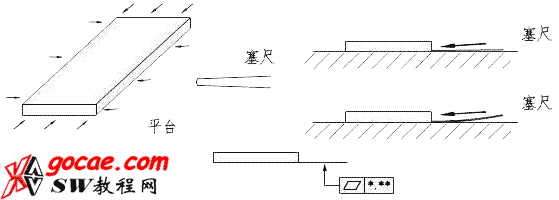
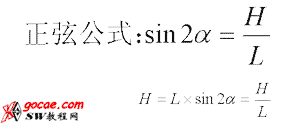
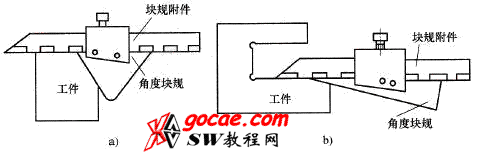
图为利用正弦规测量圆锥量规的情况。在直角三角形中,sinα=H/L,式中H为量块组尺寸,按被测角度的公称角度算得。根据测微仪在两端的示值之差可求得被测角度的误差。
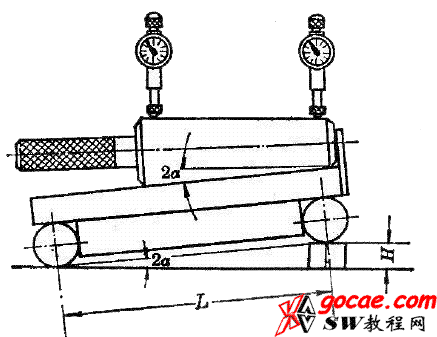
应用正弦规测量零件角度时,先把正弦规放在精密平台上,被测零件(如圆锥塞规)放在正弦规的工作平面上,被测零件的定位面平靠在正弦规的挡板上(如圆锥塞规的前端面靠在正弦规的前挡板上) 。在正弦规的一个圆柱下面垫入量块,用百分表检查零件全长的高度,调整量块尺寸,使百分表在零件全长上的读数相同。此时,就可应用直角三角形的正弦公式,算出零件的角度。
式中 sin ——正弦函数符号,
2α——圆锥的锥角(度),
H ——量块的高度(mm),
L ——正弦规两圆柱的中心距(mm)。
例如,测量圆锥塞规的锥角时,使用的是窄型正弦规,中心距L=prefix = st1 ns = 200mm,在一个圆柱下垫入的量块高度H=10.06mm时,才使百分表在圆锥塞规的全长上读数相等。此时圆锥塞规的锥角计算如下:
查正弦函数表得2α=2o53′。即圆锥塞规的实际锥角为 2o53′

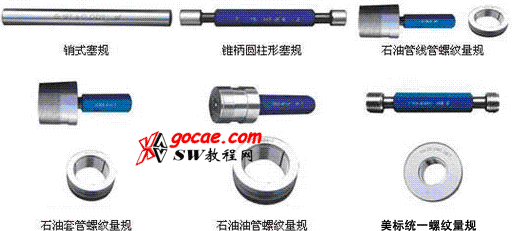
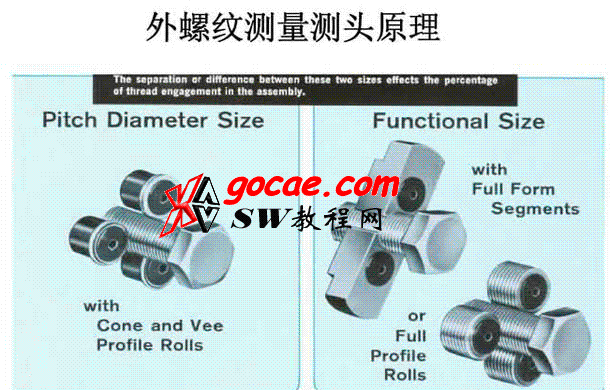
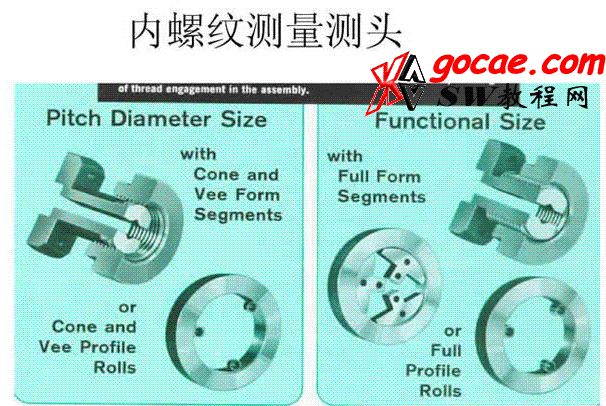
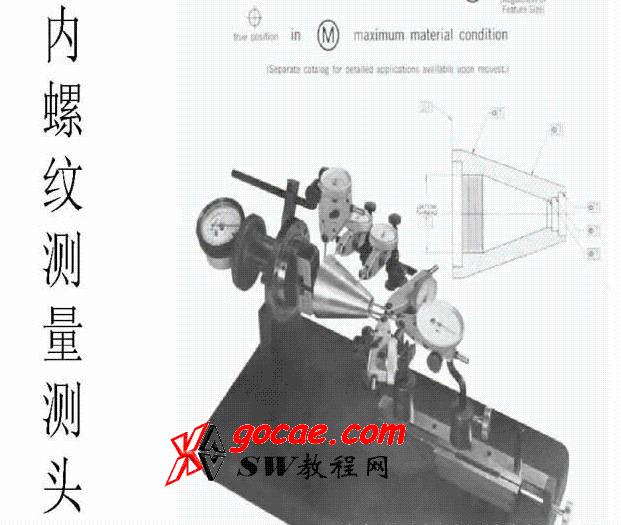
内外螺纹规

内螺纹是在机床上切削成型的,一方面,其金属组织结构在加工前后并没有改变,内螺纹的力学性能与原材料力学性能一致;另一方面,切削的刀具形状和精度决定螺纹牙形的大小和精度。所以,当套筒螺纹出现牙形螺纹不完整、或牙形偏角较大时,螺纹传力性能将难得到保证。
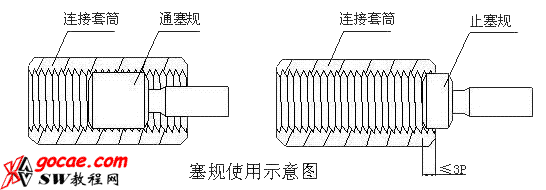
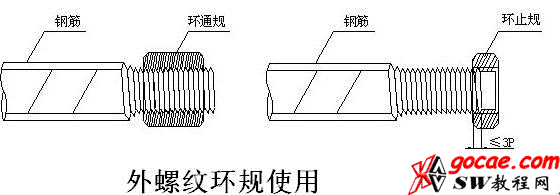

使用螺纹环规和塞规检测螺纹,这是对螺纹进行综合检测的一种基本方法。在环规和塞规上,都标注出“过”和“止”,测量中,若“过”端能拧进去,而“止”端拧不进去,说明螺纹是符合要求的。
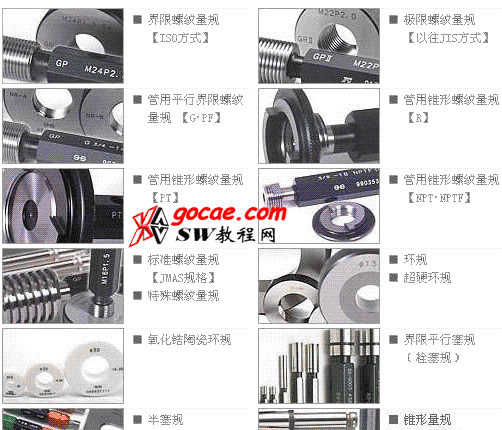
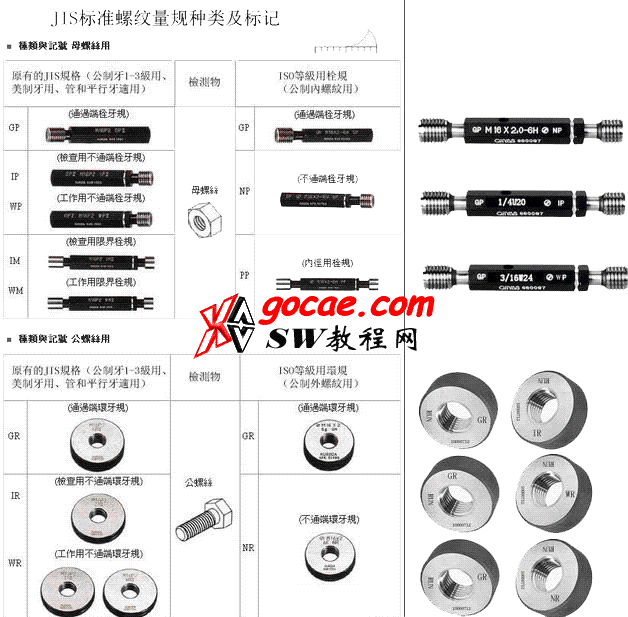

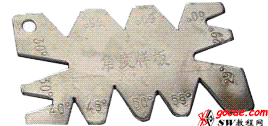
螺纹牙规


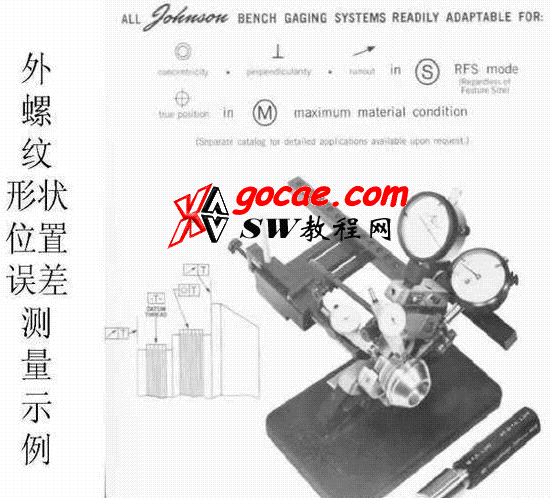
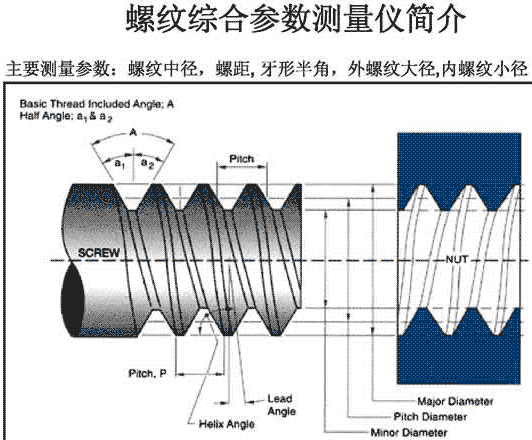
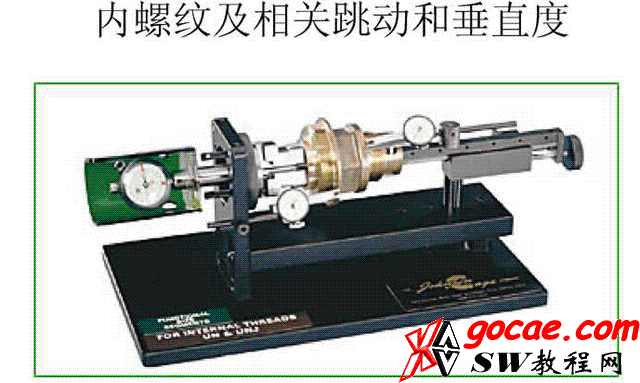
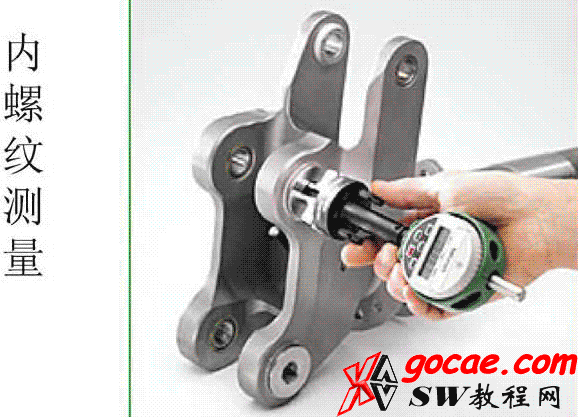
内外螺纹综合测量仪
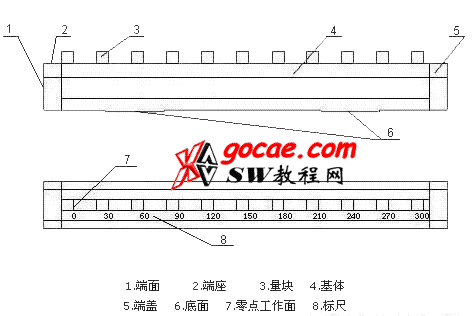
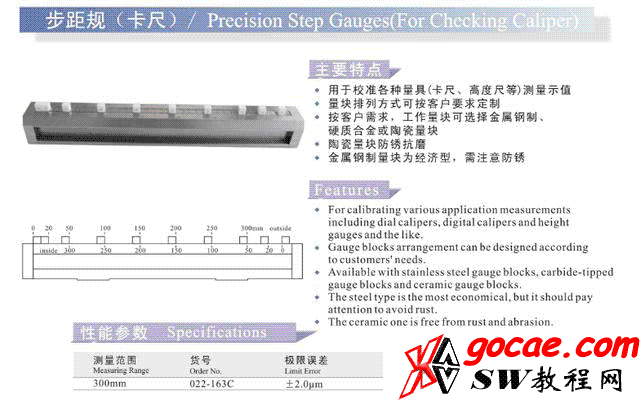
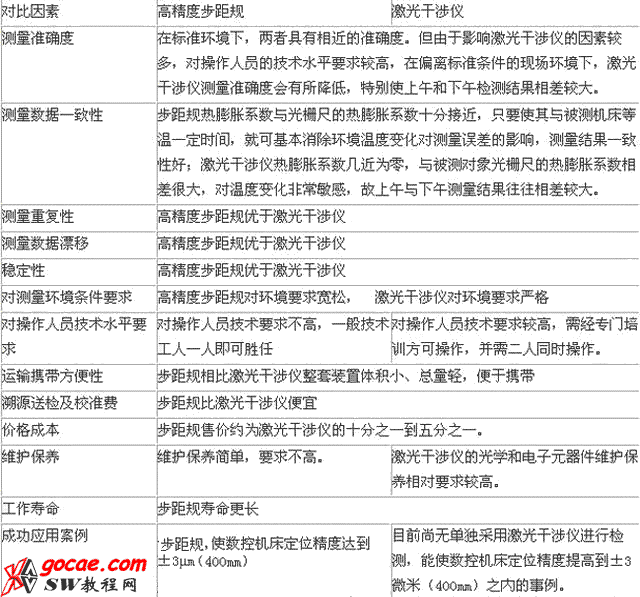
步距规
步距规是一种长度实物标准器,与传统的量块、端面规比较而言,其优点是在同一测量线上提供了一系列的同向与异向标准尺寸,当使用步距规测量各种导轨的连续移动精度时,方便快捷,准确可靠。

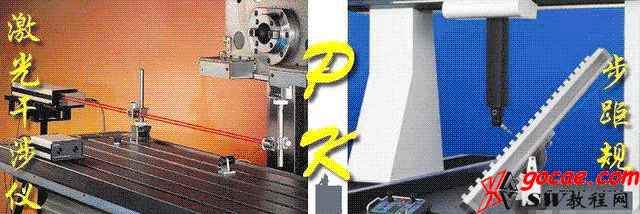
用于检测机床工作台移动精度和校准三坐标测量机。常见的长度实物标准器是量块,但是一块量块只能复现一个标准值,要对机床导轨、坐标测量机、高度仪等进行直线连续定位精度的检测,使用量块就得不断更换不同尺寸的量块,这非常麻烦、效率低下。特别是当被测对象误差非线性变化时,要很细密地校准出各点误差予以修正,使用量块进行测量会很困难。而步距规在一个实物标准件里提供有一系列的长度尺寸,且提供有同向和异向尺寸,可以进行长度检测校准,方便快捷且精确可靠。
内测量爪尺寸控制合格,并不能说明内测量示值也能合格。首先,内测量爪尺寸越大,内测量示值就越小,当卡尺本身还存在一个负值误差时,内测量示值误差将会叠加得更大;
其次,卡尺结构违反阿贝原则,其尺身直线度对于卡尺的示值有着明显的影响,而且由于内测量爪和外测量爪并不在尺身相同一侧,因此对于四用卡尺的内、外示值误差的影响是相反的,所以检测四用卡尺示值时应该同时检测内、外量爪示值,且相同受检点内、外测量的示值误差基本一致,才能说明此卡尺符合优质卡尺的条件之一。


卡尺检验用步距规,工作尺寸300mm内极限误差为±0.002mm,是卡尺允许误差的十分之一,完全满
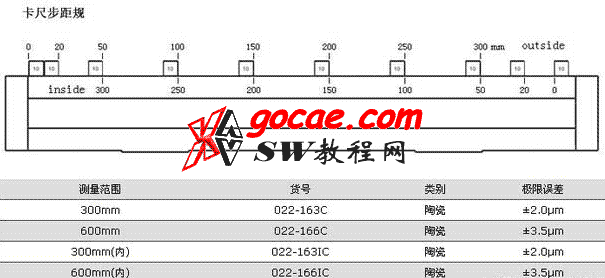
步距规因其拥有同向和异向工作面,所以可通过适当的排列组合同时得到需要的内测量与外测量标准尺寸,用以检测卡尺的内外测量示值误差。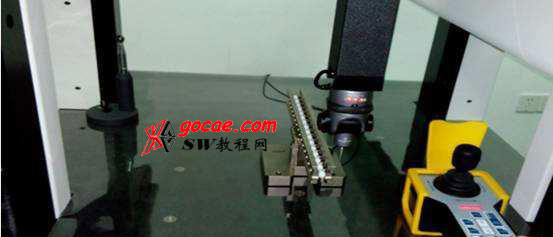
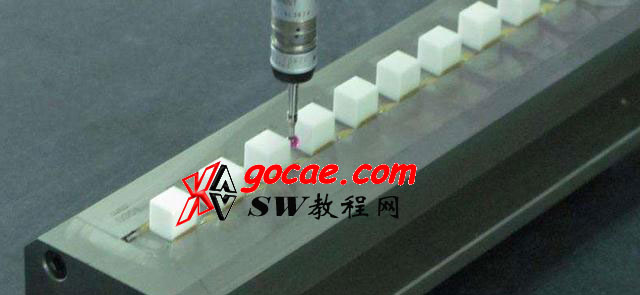
步距规检测三坐标

圆柱步距规

角度块规


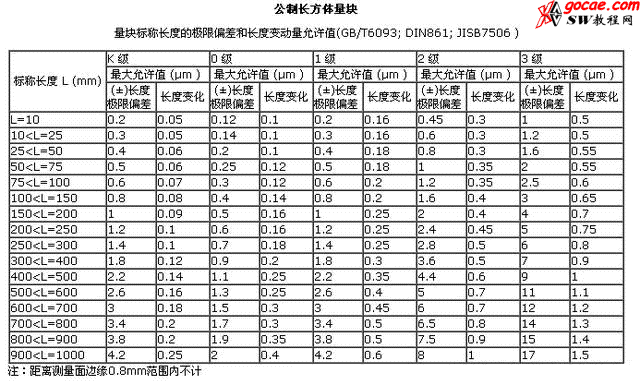
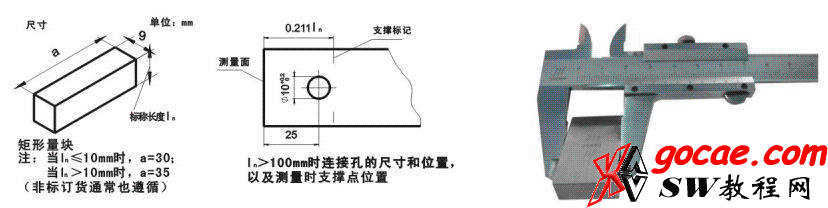
钢制量块