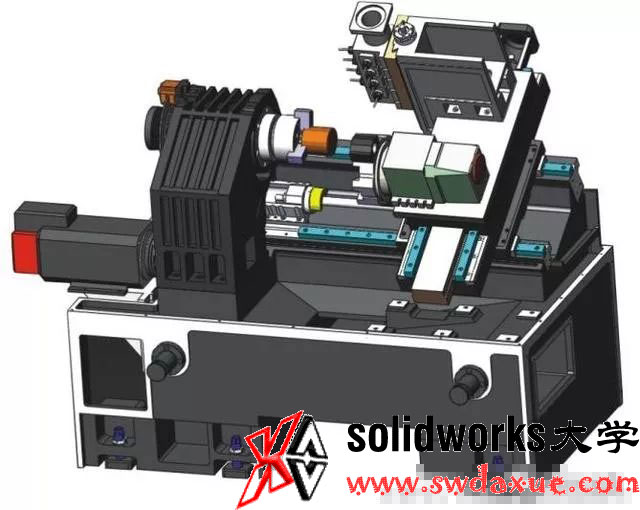
众所周知,一般电脑数控车床的作业形式,主要是利用一组刀塔装置装设各式各 样的刀具,让车床的主轴头夹持固定一个工件并高速旋转,使刀具对工件进行各种车削动 作,文章源自solidworks教程网-http://gocae.com/3555.html
而目前电脑数控车床作业形式已朝向多元化发展,于是研发出一种具备有车铣复合切 削功能的刀塔装置,借此对工件能更进一步地达到钻铣加工的功能,而刀塔是实现这些功 能的关键技术之一,市场上现有的刀塔结构不但结构复杂,而且运转不平稳,性能差,定位 精度低,动作不准确。文章源自solidworks教程网-http://gocae.com/3555.html
 文章源自solidworks教程网-http://gocae.com/3555.html
文章源自solidworks教程网-http://gocae.com/3555.html
优点是 :
 文章源自solidworks教程网-http://gocae.com/3555.html
文章源自solidworks教程网-http://gocae.com/3555.html
1. 本结构简单 , 定位精度高,动作准确可靠 ;文章源自solidworks教程网-http://gocae.com/3555.html
2. 本刀架可以双向旋转,就近选刀,节省换刀时间,提高工作效率,速度 快,安全平稳 ;文章源自solidworks教程网-http://gocae.com/3555.html
3. 油压锁紧,夹紧力大,可靠耐用,可适用重切削 ;文章源自solidworks教程网-http://gocae.com/3555.html
 文章源自solidworks教程网-http://gocae.com/3555.html
文章源自solidworks教程网-http://gocae.com/3555.html
4. 具有绝佳的快速的换刀操控性能(刚性与精度),适合搭配高量产型 工具机 ;文章源自solidworks教程网-http://gocae.com/3555.html
5. 内部采用三片离合齿结构,使刀塔在换刀时不会有抬起动作,避免铁屑及水气 进入刀塔内部。文章源自solidworks教程网-http://gocae.com/3555.html
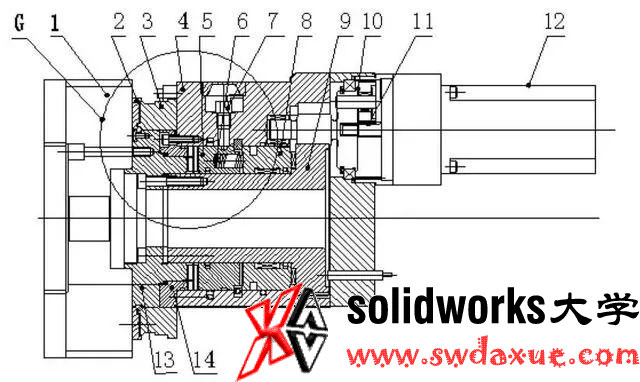
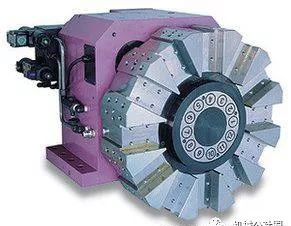
图中标号含义 :1- 刀盘 ;2- 水封盘 ;3- 水盘 ;4- 刀塔本体 ;5- 双联齿盘 ;6- 弹簧 ; 7- 近接开关 ;8- 支座 ;9- 齿轮轴 ;10- 减速器 ;11- 驱动组件 ;12- 伺服电机 ;13- 动齿盘 ; 14- 固定齿盘。

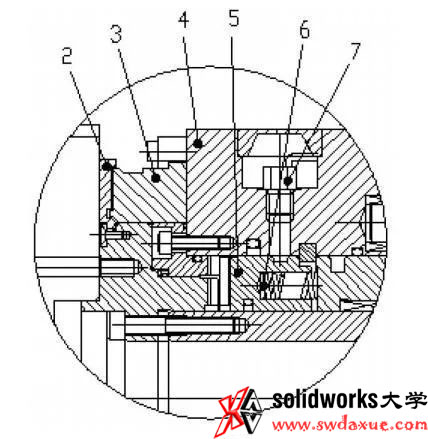
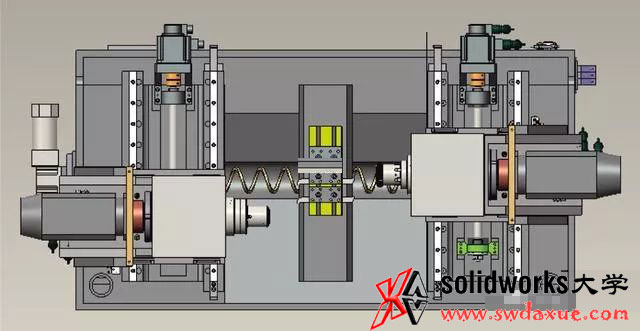
如图 所示,刀塔结构,包括刀塔本体 4 和刀盘 1,刀塔本体 4 内设置有腔体, 在腔体内设置有齿轮轴 9,齿轮轴 9 通过支座 8 支撑在刀塔本体 4 上,所述的齿轮轴 9 的前 端固定连接有动齿盘 13, 动齿盘 13 的前端与所述的刀盘 1 固定连接,动齿盘 13 的后端设 置有固定齿盘 14,且动齿盘 13、固定齿盘 14 的外端面连接有水盘 3,水盘 3 的前端与刀盘 1 之间设置有水封盘 2 ;齿轮轴 9 与刀塔本体 4 的腔体内腔之间构成一个液压缸,液压缸内设 置有双联齿盘 5,双联齿盘 5 与支座 8 之间设置有弹簧 6,双联齿盘 5 与所述的动齿盘 13 及 固定齿盘 14 相啮合。
齿轮轴 9 由支座滚针轴承、平面滚针轴承支撑在刀塔本体 4 上。 [刀塔本体 4 后端设置有与齿轮轴 9 连接的减速器 10。减速器 10 连接有驱动组件 11。 驱动组件 11 由伺服电机 12 带动其工作。刀塔本体 4 上设置有控制液压缸内液压油流动、伺服电机 12 工作的近接开 关 7。

工作原理 :
刀塔本体 4 的松开与锁紧以及刀盘 1 的分度转位分别是 由液压系统和伺服电机 12(交流)来实现。安装刀具的刀盘 1 与动齿盘 13 固定联接,动齿 盘 13 与主轴(齿轮轴 9)固定联接。当齿轮轴 9 带动动齿盘 13 旋转时带动刀盘 1 一起旋转, 旋转指定刀位时,液压推动双联齿盘 5,双联齿盘 5 与动齿盘 13 及固定齿盘 14 三片齿啮合 充当离合作用。齿轮轴 9 与刀塔本体 4 内腔形成一液压缸。双联齿盘 5 相当于活塞在压力 油的推动下可以左右移动。当机床接收到换刀指令后,从刀塔本体 4 上的双联齿盘 5 左腔通入液压油,双联齿 盘 5 右移,此时,双联齿盘 5 与固定齿盘 14 及动齿盘 13 脱开啮合,近接开关 7 接收到信号, 随后伺服电机 12 启动。经减速器 10 减速后带动齿轮轴 9 旋转,实现刀盘 1 旋转换刀动作, 转位的速度及角位移是受伺服系统精确控制。刀盘 1 到位后,数控系统发出信号,伺服电机 12 停转,压力油从双联齿盘 5 右侧腔内进入,推动双联齿盘 5 向左移动,使双联齿盘 5 与固 定齿盘 14 及动齿盘 13 三片齿啮合,实现刀塔的锁紧动作,刀盘 1 完成定位夹紧后,近接开 关 7 向系统发出信号,这样刀盘 1 的换刀动作就完成。
用伺服电机 12 经行星减速装置(减速器 10)减速后驱动齿轮轴 9 而 使刀盘 1 旋转,伺服电机 12 驱动的速度快,把下一加工步骤所需要用到的新刀准确地转到 工作位置,由于转位快,定位精度高,能够有效的提高劳动生产率,缩短生产准备时间,特别 是在加工几何形状较复杂的零件时,加工工艺适应性和连续稳定的工作能力明显提高。