

目前,H 型钢翼板和腹板上大小不同直径的孔,都是用三个动力头从左、右、上三个 不同方向分别钻出来的。不但结构复杂,而且孔直径不同,需频繁更换钻头,大大降低了工 作效率。
 文章源自solidworks教程网-http://gocae.com/3631.html
文章源自solidworks教程网-http://gocae.com/3631.html
 文章源自solidworks教程网-http://gocae.com/3631.html
文章源自solidworks教程网-http://gocae.com/3631.html
自动换刀的优点
当需要在型钢上进行相应孔径的钻孔时,圆齿轮箱驱 动装置驱动圆齿轮箱转动,直至安装有相应钻头的钻削主轴处于竖直向下状态,此时通过 圆齿轮箱圆齿轮箱锁止装置锁止固定,主轴驱动装置驱动该钻削主轴转动,从而实现钻孔工作。文章源自solidworks教程网-http://gocae.com/3631.html
 文章源自solidworks教程网-http://gocae.com/3631.html
文章源自solidworks教程网-http://gocae.com/3631.html
由于一个动力头可以驱动若干钻削主轴进行转动钻孔,因此方便了多钻孔直径的加 工,大大缩短了更换钻头的时间,提高了工作效率。由于各个钻削主轴通过一个主轴驱动装 置驱动,因此只有一个钻削主轴旋转,其余钻削主轴不选择,因此避免了能量的无谓消耗, 充分发挥了电机能量,也避免了无谓的零件磨损。文章源自solidworks教程网-http://gocae.com/3631.html
 文章源自solidworks教程网-http://gocae.com/3631.html
文章源自solidworks教程网-http://gocae.com/3631.html
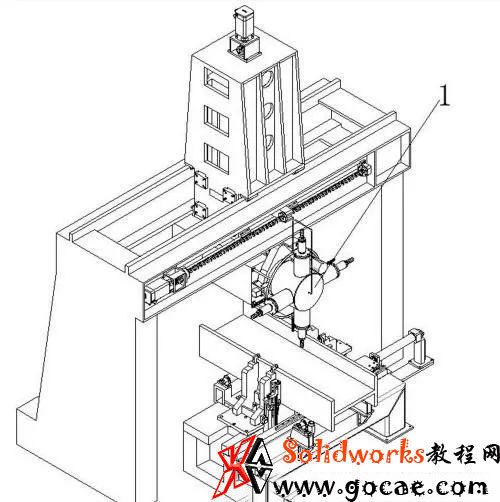
数控钻铣床自动换刀的刀塔型动力头结构
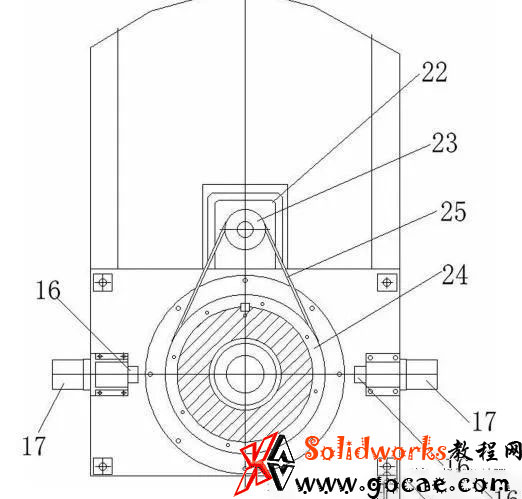
下图中,1. 圆齿轮箱 2. 机架 3. 伺服电机Ⅰ 4. 驱动轴 5. 圆齿轮箱定位盘 6. 惰 轮定位盘 7. 惰轮安装盘 8. 钻削主轴 9. 主动锥齿轮 10. 从动锥齿轮 11. 惰轮 12. 缺口 Ⅰ 13. 定位气缸Ⅰ 14. 插板Ⅰ 15. 缺口Ⅱ 16. 插板Ⅱ 17. 定位气缸Ⅱ 18. 伺服电机Ⅱ 19. 同步带轮Ⅰ 20. 同步带轮Ⅱ 21. 同步带Ⅰ 22. 伺服电机Ⅲ 23. 同步带轮Ⅲ 24. 同步 带轮Ⅳ 25. 同步带Ⅱ。文章源自solidworks教程网-http://gocae.com/3631.html
 文章源自solidworks教程网-http://gocae.com/3631.html
文章源自solidworks教程网-http://gocae.com/3631.html
包括 :机架 2、通过轴承水平转动安装于机架 2 中的 圆齿轮箱 1、沿圆周方向均布设置并转动安装于圆齿轮箱 1 中的若干钻削主轴 8、用于驱动 圆齿轮箱 1 相对机架 2 转动的圆齿轮箱驱动装置以及钻削主轴驱动装置,各个钻削主轴 8 的轴线与圆齿轮箱 1 的轴线相垂直,当圆齿轮箱驱动装置驱动圆齿轮箱 1 转动至一钻削主 轴 8 处于竖直向下的状态时,该钻削主轴 8 与钻削主轴驱动装置驱动连接,且圆齿轮箱 1 通 过圆齿轮箱锁止装置锁止固定。文章源自solidworks教程网-http://gocae.com/3631.html
 文章源自solidworks教程网-http://gocae.com/3631.html
文章源自solidworks教程网-http://gocae.com/3631.html
当需要在型钢上进行相应孔径的钻孔时,圆齿轮箱驱动装 置驱动圆齿轮箱 1 转动,直至安装有相应钻头的钻削主轴 8 处于竖直向下状态,此时通过圆 齿轮箱 1 圆齿轮箱锁止装置锁止固定,主轴驱动装置驱动该钻削主轴 8 转动,从而实现钻孔 工作。由于一个动力头可以驱动若干钻削主轴 8 进行转动钻孔,因此方便了多钻孔直径的 加工,大大缩短了更换钻头的时间,提高了工作效率。由于各个钻削主轴 8 通过一个主轴驱 动装置驱动,因此只有一个钻削主轴 8 旋转,其余钻削主轴 8 不选择,因此避免了能量的无谓消耗,充分发挥了电机能量,也避免了无谓的零件磨损。
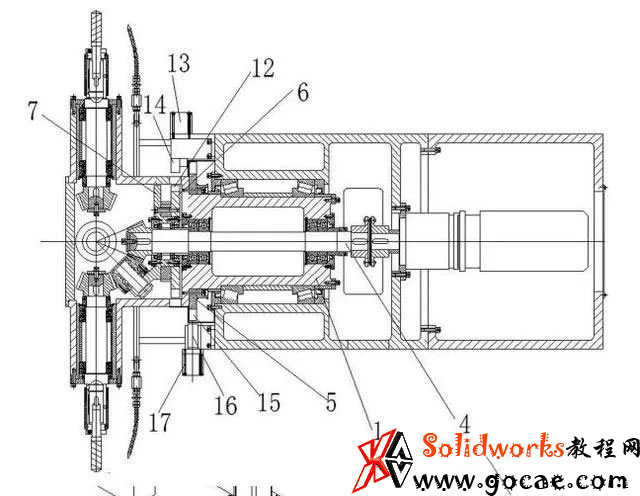
圆齿轮箱驱动装置可以为如下结构,其包括安装于机架 2 上的伺服电机Ⅲ 22,安 装于伺服电机Ⅲ 22 输出轴上的同步带轮Ⅲ 23 以及安装于圆齿轮箱 1 上的同步带轮Ⅳ 24,同步带Ⅱ 25 传动连接于同步带轮Ⅲ 23 以及同步带轮Ⅳ 24。伺服电机Ⅲ 22 转动通过同步带Ⅱ 25 带动圆齿轮箱 1 转动实现各个钻削主轴工位的旋转切换。进一步的,圆齿轮箱 锁止装置可以为如下结构,其包括安装于机架 2 上的若干定位气缸Ⅱ 17、安装于定位气缸 Ⅱ 17 上活塞杆头端的插板Ⅱ 16 以及安装于圆齿轮箱 1 上的圆齿轮箱定位盘 5,圆齿轮箱 定位盘 5 沿圆周方向均布设置有若干缺口Ⅱ 15,当圆齿轮箱 1 旋转到位后,定位气缸Ⅱ 17 推动插板Ⅱ 16 插入相对应的缺口Ⅱ 15 中,因此实现圆齿轮箱 1 旋转到位后的锁止固定。
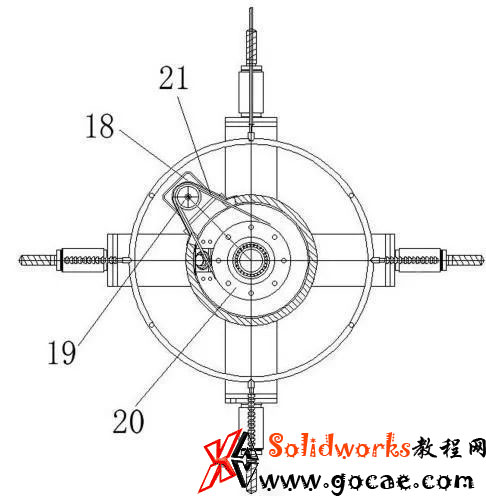
钻削主轴驱动装置为如下结构,通过轴承转动安装于圆齿轮箱 1 中的 驱动轴 4、安装于机架 2 中且连接于驱动轴 4 的伺服电机Ⅰ 3、安装于驱动轴 4 头端的主动 锥齿轮 9、通过轴承转动安装于驱动轴 4 上的惰轮安装盘 7、转动安装于惰轮安装盘 7 上的 惰轮 11 以及安装于各个钻削主轴尾端的从动锥齿轮 10,机架 2 上安装有伺服电机Ⅱ 18, 伺服电机Ⅱ 18 的输出轴上安装有同步带轮Ⅰ 19,同步带轮Ⅱ 20 与惰轮安装盘 7 同轴固 定,同步带Ⅰ 21 传动连接于同步带轮Ⅰ 19 以及同步带轮Ⅱ 20。伺服电机Ⅰ 3 转动驱动 驱动轴 4 带动主动锥齿轮 9 转动,当一钻削主轴 8 处于竖直向下的状态时,伺服电机Ⅱ 18 驱动惰轮安装盘 7 转动至惰轮 11 分别与该钻削主轴 8 上的从动锥齿轮 10 以及主动锥齿轮 9 相啮合,惰轮 11 的位置通过惰轮锁止装置锁止固定。此时伺服电机Ⅰ 3 输出动力即可传 递至对应的钻削主轴 8 转动,实现钻孔工作。惰轮锁止装置可以为如下结构,其包括惰轮安 装盘 7 同轴固定的惰轮定位盘 6、安装于机架 2 上的若干定位气缸Ⅰ 13 以及安装于定位气 缸Ⅰ 13 活塞杆头端的插板Ⅰ 14,惰轮定位盘 6 沿圆周方向均布设置有若干缺口Ⅰ 12,当 惰轮 11 分别与相应的从动锥齿轮 10 以及主动锥齿轮 9 相啮合时,定位气缸Ⅰ 13 推动相应 的插板Ⅰ 14 插入对应的缺口Ⅰ 12 中,实现将惰轮定位盘 6 的位置锁止固定。
钻削主轴 8 可以有四个,其相互呈十字状转动安装于圆齿轮箱 1 中。四个钻削动 力头已基本满足多钻孔直径的加工需求。