传统的立式车床,主轴尾部朝下、头部朝上顺立夹持工件旋转;传统的立式镗铣 床,主轴尾部朝上、头部朝下顺立夹持刀具旋转。这两类主轴顺立机床,工件孔口朝上加工, 排屑清理十分困难,孔内积屑严重,对于盲孔零件,刀具排屑变得更加困难,影响机床正常 加工,甚至发生断刀废件事故等由来已久的历史问题。
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
车铣双主轴倒立优点:
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
车铣双主轴倒立,孔加工刀具在工件下方加工工件,刀 具排屑清理效果好,铁屑对加工的干涉和影响作用有可能减小到最小程度,弥补了传统主 轴顺立机床刀具排屑差的历史遗留问题,为长时间连续自动可靠加工奠定了基础;文章源自solidworks教程网-http://gocae.com/3581.html
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
主轴倒 立机床与传统主轴顺立机床配合使用,可以省去工件调头装夹工序和相应的专门搬运设 备;岩类非金属材料阶梯形床身立柱,动静热蚀性能好、精度保持性好、制造工艺好;车铣复 合加工,工件装夹次数少。自动装卸工件、自动输送工件,连续自动化加工时间长,人的能动 作用要求少。文章源自solidworks教程网-http://gocae.com/3581.html
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
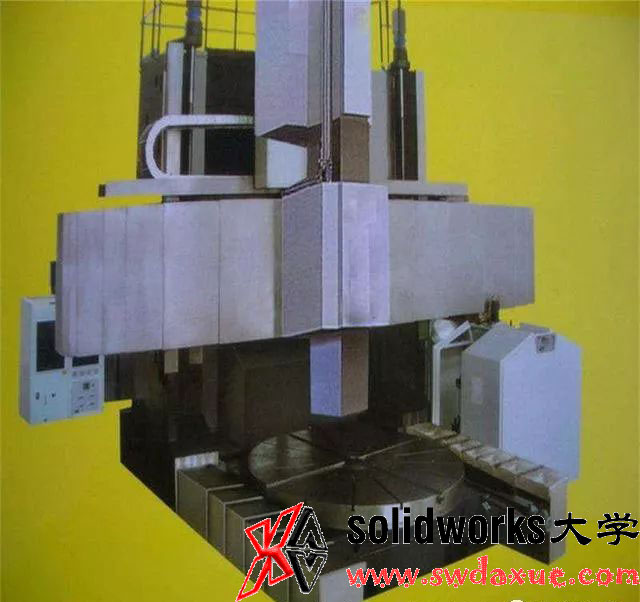
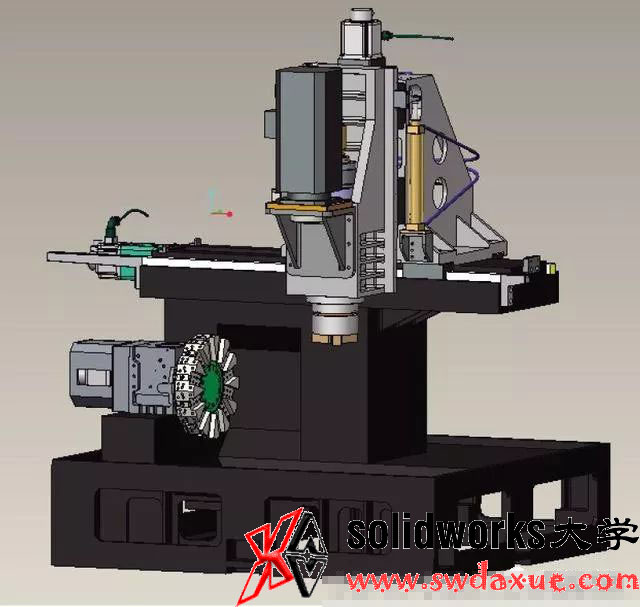
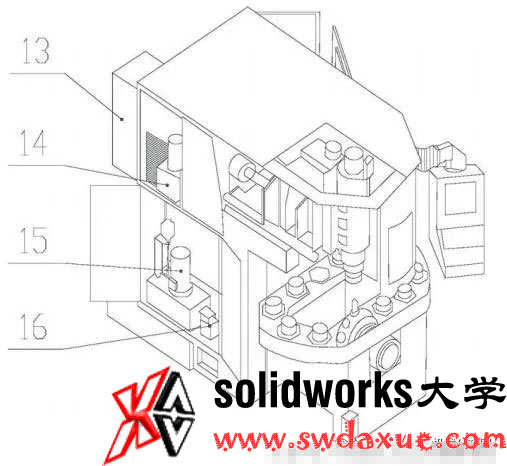
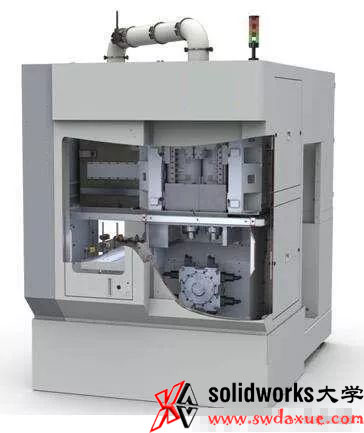
倒立式车铣复合加工中心的结构
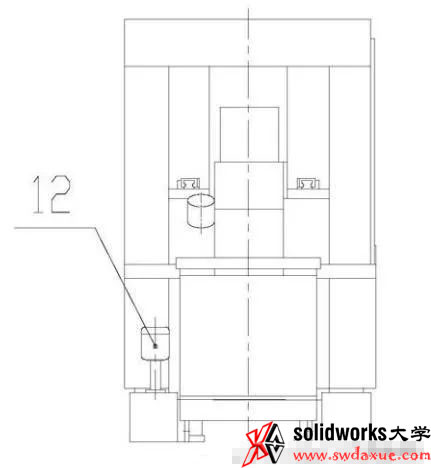
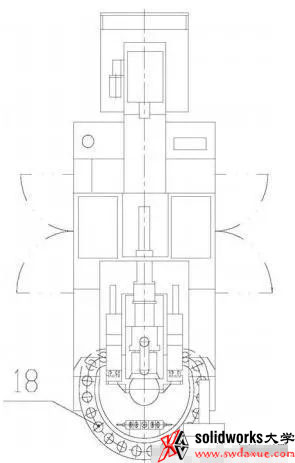
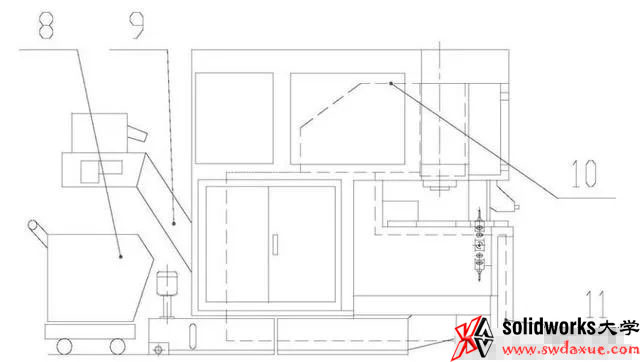
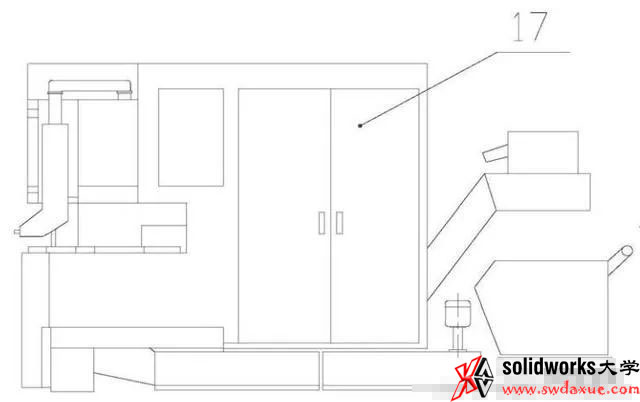
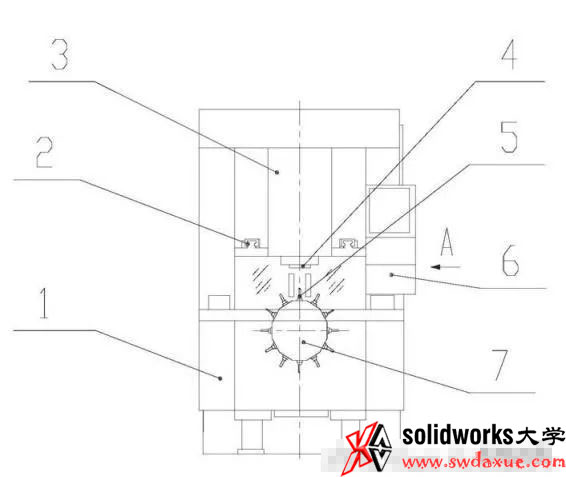
图中:1—整体防护罩;2—X轴进给导轨副;3—车削主轴箱;4—倒立车削主轴;5— 倒立铣削主轴;6—操作控制箱;7—动力刀架;8—积屑车;9—排屑器;10—线性轴直角滑 板;11—阶梯形床身立柱;12—冷却箱;13—气动系统;14—室温跟踪控制系统;15—液压系 统;16—润滑系统;17—电柜双开门;18—工件储运系统。文章源自solidworks教程网-http://gocae.com/3581.html
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
 文章源自solidworks教程网-http://gocae.com/3581.html
文章源自solidworks教程网-http://gocae.com/3581.html
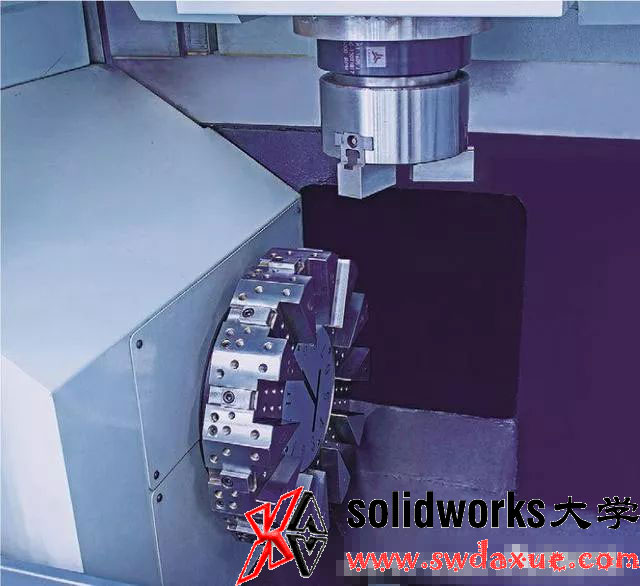
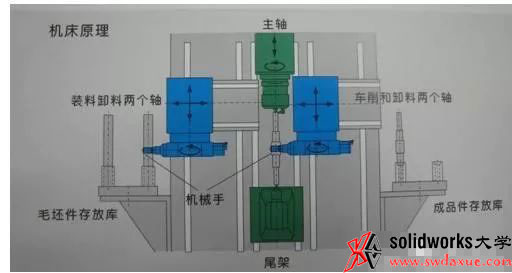
如图1-6所示的双主轴倒立车铣复合加工系统,倒立车削主轴4尾部朝上、头部朝 下安装在完成Z轴坐标运动的车削主轴箱3内,倒立铣削主轴5尾部朝下、头部朝上安装在动 力刀架7之内。
倒立车削主轴4头部固定安装有非磁性材料卡爪的液压三爪卡盘,三爪卡盘 以机床快速移动速度往返于工件储运系统18的装卸站,自动装、卸工件。
倒立车削主轴4由 进给系统的线性轴直角滑板10驱动完成X轴坐标运动。动力刀架7固定安装在倒立车削主轴 4下方不做进给运动,容纳车削刀具、提供倒立铣削主轴5及动力、旋转分度完成车刀换刀功 能或铣削换倒立铣削主轴(刀具)功能。
链式封闭循环工件储运系统18,将要加工的毛坯件 带入机床内部的工件装卸站、将已加工好的成品件运出装卸站。
装卸站与加工区域间设置 有自动隔离门,开门后倒立车削主轴4进去自动装卸工件,倒立车削主轴4出来进入加工区 域后自动关闭隔离门。
床身、立柱、动力刀架安装座、工件储运系统导轨座等要加工部位金 属镶块、外露易受冲击部位铁皮包覆,用人造岩类非金属材料整体灌注成阶梯形床身立柱 11高刚度支撑整机,整体防护罩1安全防护整机、防溅导流切削液和美化整机外观。